スポット溶接加工
スポット溶接は、金属の接合方法の一つで、主に薄い金属板を溶接する際に用いられます。スポット溶接は、2枚の金属板を重ねてその接合部分に電極を押し付け、高電流を流して金属を局所的に加熱し、溶融させて接合する方法です。この方法は、自動車のボディ製造や車両部品、航空部品、電気部品の製造などで広く使用されています。
「こだま」がご提供できること
1)秘密保持契約
2)スポット溶接を始めとする、各種溶接・接合の受託加工
3)冶具電極の設計・製作(こだま社内用)
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)全国対応
8)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
お問い合わせ方法
製作図面(溶接部明記)、加工・製作記載の上、
※会社名・ご担当者名・連絡先は必ず記載ください。

スポット溶接の加工事例
スポット溶接加工は、様々な分野や環境で使用されています。
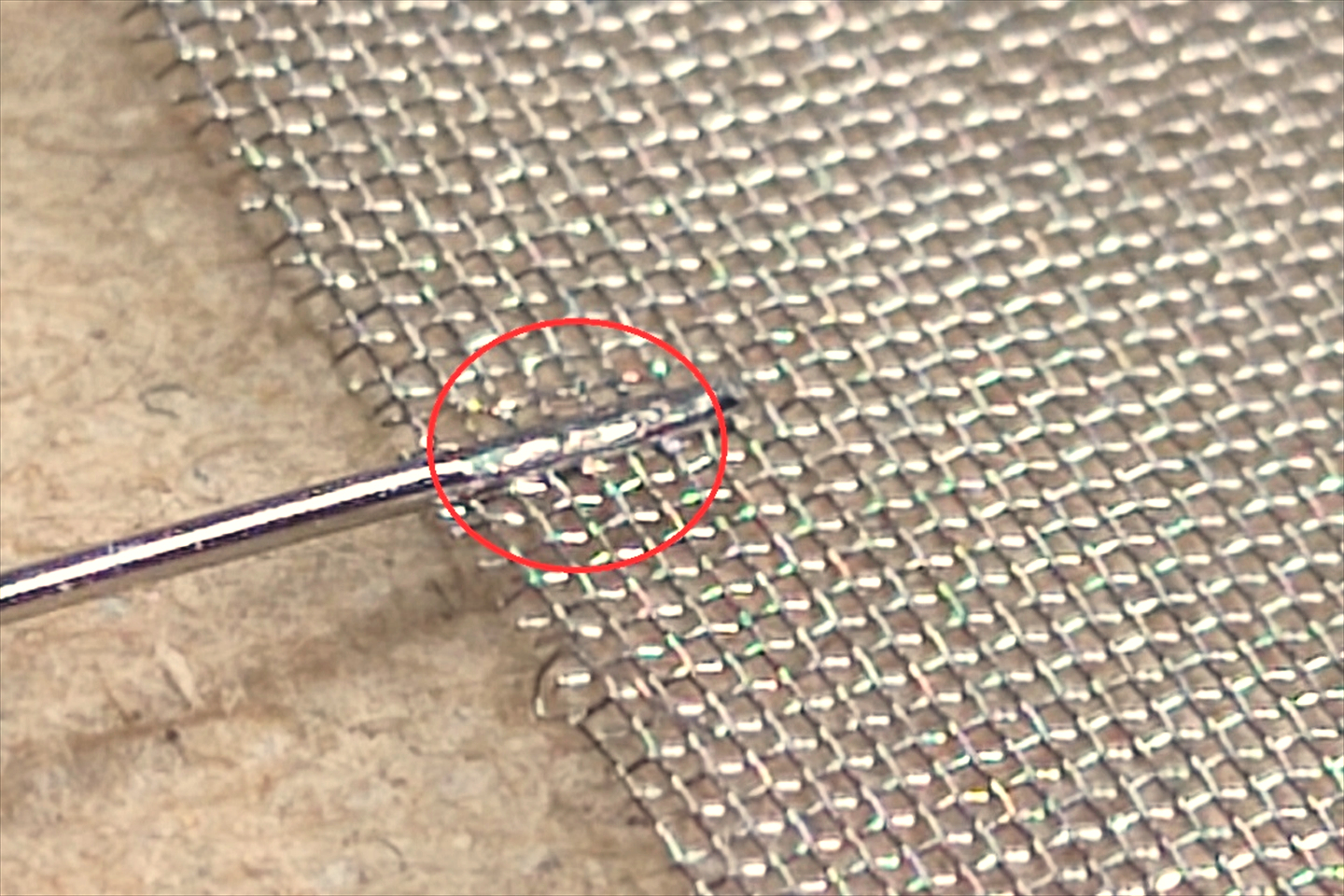
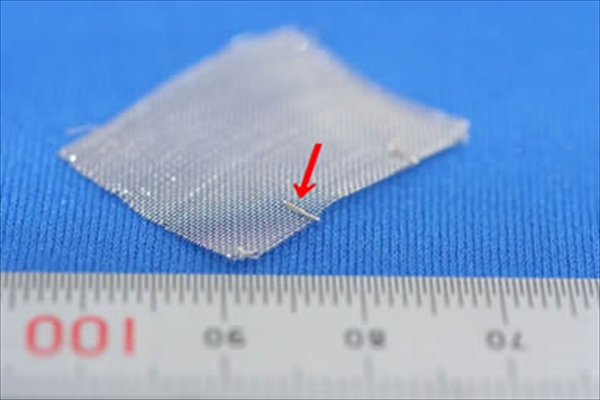
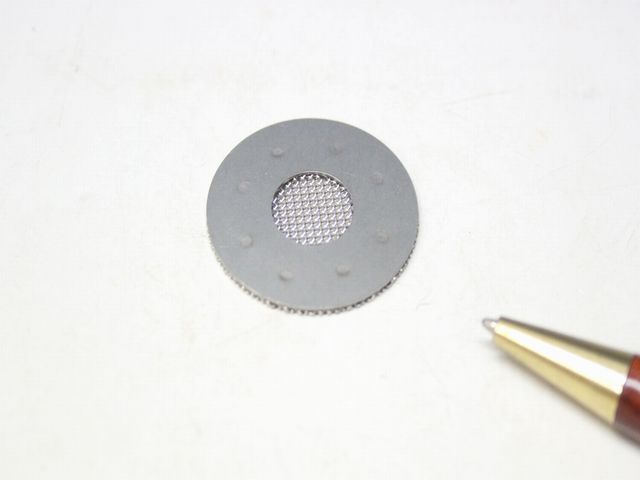
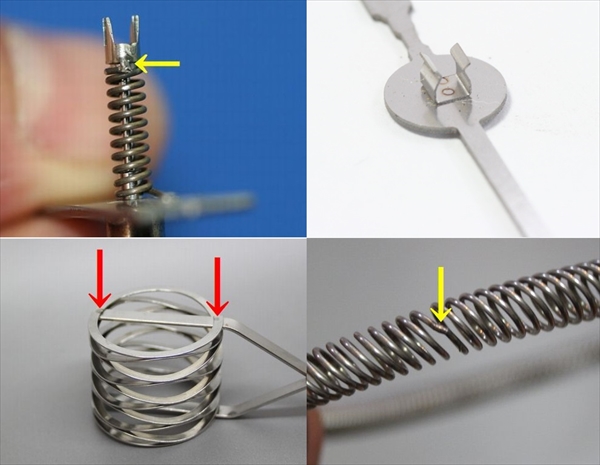
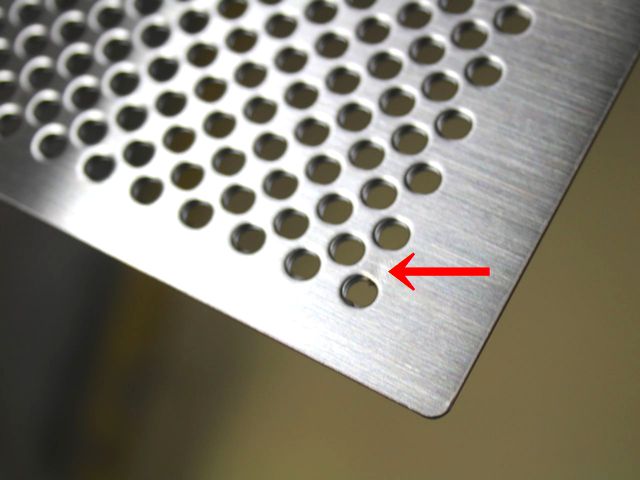
 ストレーナーのスポット溶接 |
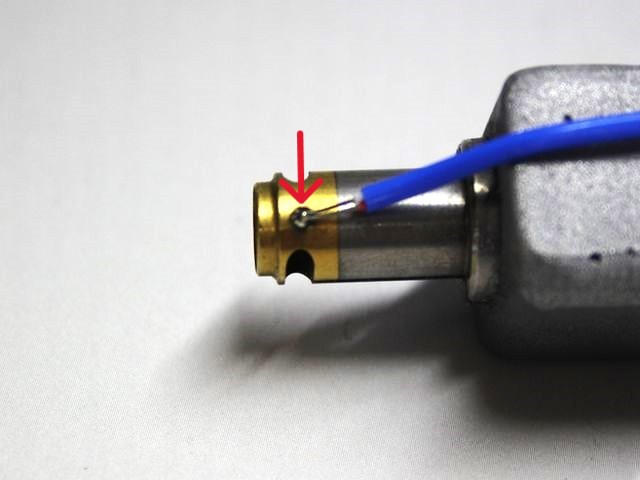
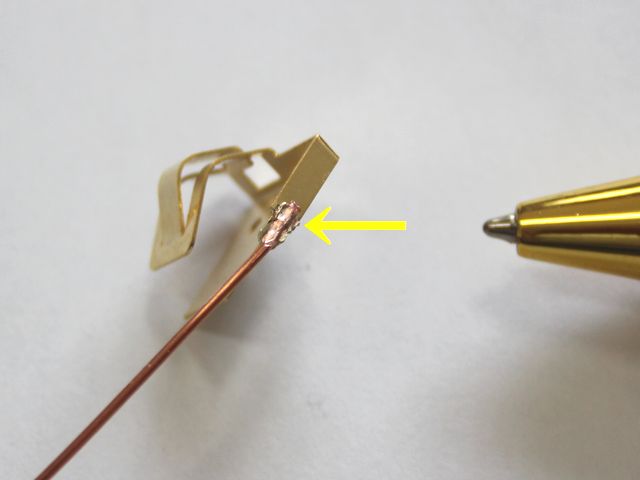
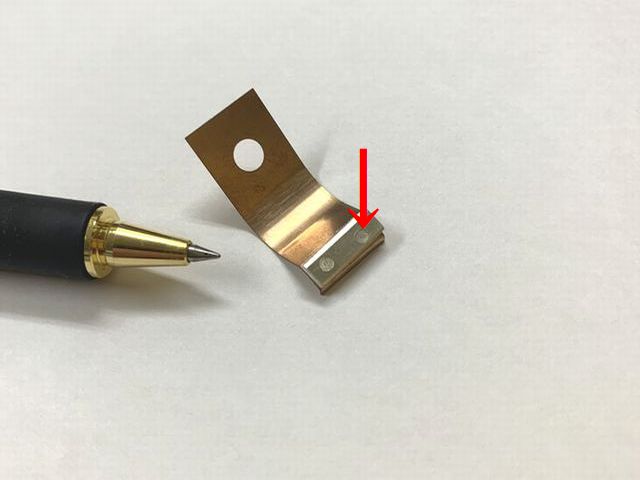
 リン青銅接点のスポット溶接 リン青銅接点のスポット溶接 |
 組電池タブのスポット溶接 |
 チタン電極のスポット溶接 チタン電極のスポット溶接 |
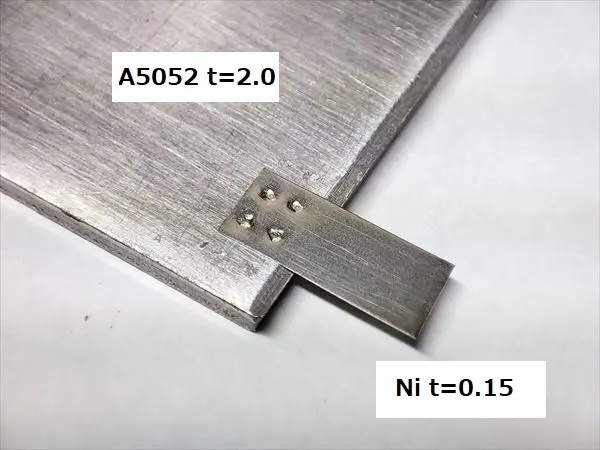
 車両部品アルミの スポット溶接 |
 熱電対のスポット溶接 |
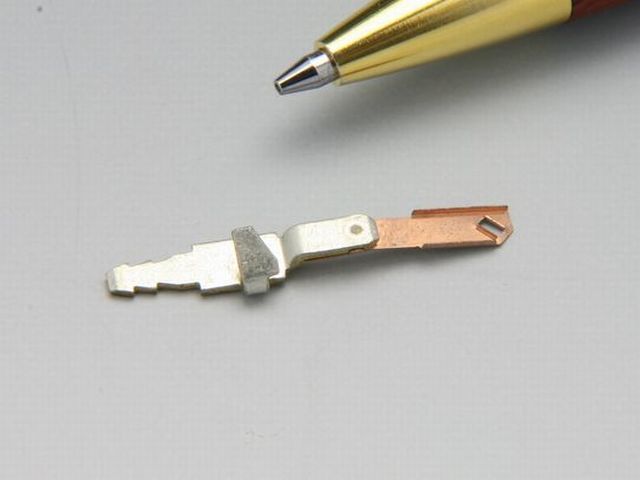
 電子部品(銅すずメッキ)の スポット溶接 |
 ステンレス球体のスポット溶接 ステンレス球体のスポット溶接 |
 銅板と電気亜鉛メッキ鋼板の 銅板と電気亜鉛メッキ鋼板のスポット溶接 |
 携帯電話部品のスポット溶接 携帯電話部品のスポット溶接 |
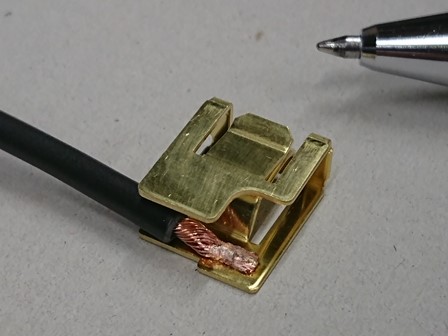
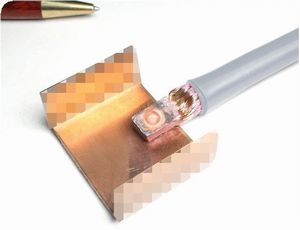
 銅撚り線のスポット溶接 銅撚り線のスポット溶接 |
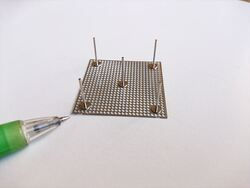
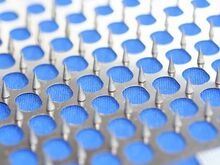 ステンレスピンのスポット溶接 ステンレスピンのスポット溶接 |
※その他加工・製作事例は、こちらから
スポット溶接の原理を利用した工法
1)無産化スポット溶接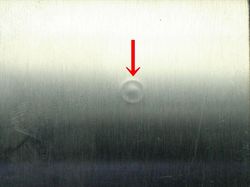
「こだま」の技術
※無酸化スポット溶接技術は、こちらから
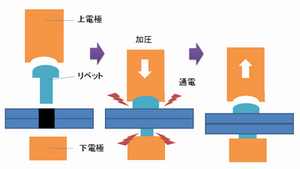
2)ヒュージング
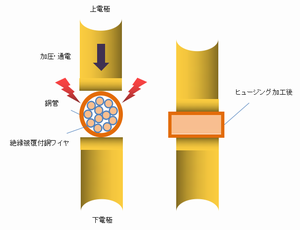 |
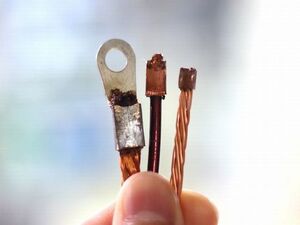 |
※ヒュージングの技術詳細は、こちらから
3)抵抗ロウ付け
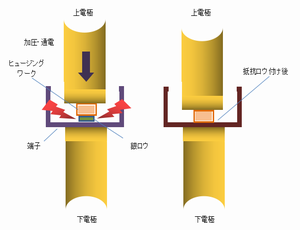 |
 |
※抵抗ロウ付けの技術詳細は、こちらから
4)ホットカシメ
 |
 |
※熱カシメの技術詳細は、こちらから
スポット溶接の特徴
1,高い生産性: スポット溶接は、短時間で多くの溶接を行うことができるため、大量生産に適しています。
2,低コスト: 溶接自体に特別なガスや材料が不要で、比較的簡単な装置で実施できるため、コストを抑えることができます。
3,強度と信頼性: 正しく行われたスポット溶接は、高い接合強度を持ち、製品の耐久性を向上させます。
4,安全性: スポット溶接はレーザーを使用しないため、レーザー光に対する保護対策が不要であり、比較的安全です。
スポット溶接は、部品の精度に対する要求がレーザー溶接ほど高くなく、治具のコストを抑えることができる点でも優れています。
ここでは、スポット溶接の基礎的原理と、抵抗溶接としてのさまざまな溶接工法に対応する側面を、「こだま」が主流に対応している、薄板・非鉄金属の事例とともに解説します。
抵抗溶接の多様な工法
スポット溶接以外にも、抵抗溶接にはさまざまな工法があります。これらは接合の形状や材料に応じて使い分けられます。
1,シーム溶接: スポット溶接の連続版ともいえるシーム溶接は、ローラー電極を使って連続的に溶接を行う方法です。例えば、燃料タンクや金属製の缶の製造に用いられ、溶接部が漏れないようにしっかりと接合されます。
※シーム溶接詳細は、こちらから
2,プロジェクション溶接: 突起を持つ部品を使用して溶接を行うプロジェクション溶接は、自動車のナットやボルトの接合に使用されます。例えば、自動車のシートフレームにナットを取り付ける際に、突起を利用して効率的に強固な接合を行います。
※プロジェクション溶接詳細は、こちらから
3,バット溶接: 2つの金属部品を端面で突き合わせ、電流を流して接合するバット溶接は、鉄道レールの接合やパイプラインの製造などに使用されます。たとえば、長尺の鉄道レールを現場で接合する際に、バット溶接によって高い強度の接合が実現されます。
※バット溶接詳細は、こちらから
まとめ
スポット溶接は、その簡便さと高い生産性から、多くの産業で利用されていますが、抵抗溶接には他にも多くの工法があり、用途に応じた接合方法が選択されています。これにより、さまざまな形状や材料の接合に対応できる柔軟性が確保されており、各工法が実際の製造プロセスに適用されています。
スポット溶接の基礎的原理
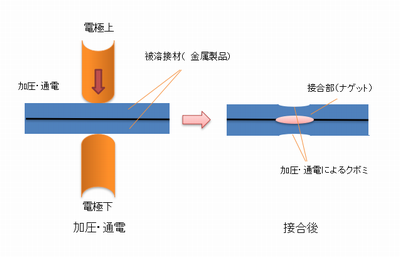
スポット溶接は、2枚の金属板を重ねて、その接合部分に電極を押し当て、高電流を流すことで局所的に加熱し、溶融させて接合する方法です。スポット溶接の基本的なメカニズムは以下の通りです。
1,電気抵抗による加熱: 電流が金属板間を通過する際に、金属の電気抵抗によって発熱が生じます。この発熱によって金属が溶融温度に達し、局所的に溶融します。
2,圧力の適用: 電極で金属を圧着しながら電流を流すため、溶融した金属が電極の圧力によって固化します。この圧力がしっかりとした接合を実現します。
3,短時間のプロセス: 加熱、溶融、圧着が非常に短時間で行われるため、金属の歪みや変形が少なく、高い精度での接合が可能です。
事例1: 自動車ボディのスポット溶接
自動車のボディ製造では、スポット溶接が広く使用されています。自動車の外板やフレームは薄い金属板で構成されており、スポット溶接により高い強度と剛性が求められます。例えば、ドアパネルの溶接には数百箇所のスポット溶接が施されます。これにより、軽量でありながら高強度な車体が実現されています。
スポット溶接の方式
スポット溶接の主な方式になりますが、様々な仕様で部品接合が可能です。
| オポーズド式 | インダイレクト式 | シリーズ式 | |
 |
 |
 |
※スポット溶接で出来ることは、こちらから
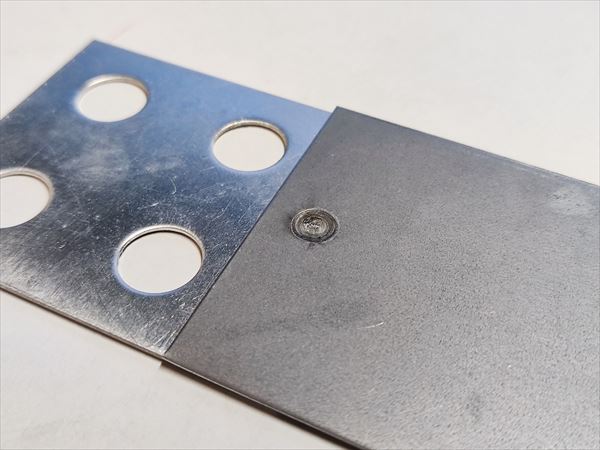
溶接ナゲットについて
スポット溶接における溶接ナゲットとは、溶接時に発生した溶融している部分です。一般的には、外観から見える打痕部分を指すことが多いですが実際には下記の断面図に示す部分の事です。
スポット溶接の強度を確認する方法には、ナゲット径を基準にする場合があります。
この時必要なナゲット径は板厚により変化し、一般的に5√t (t=板厚)とされることが多いです。
また、ナゲット径は材料表面の熱影響部(くぼみ)を見ただけでは判断できず、
材料を剥がして残っている部分のみの径を測定したり、切断して断面を測定する必要があります。
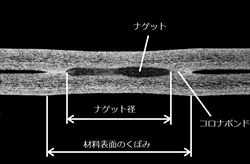 スポット溶接断面 |
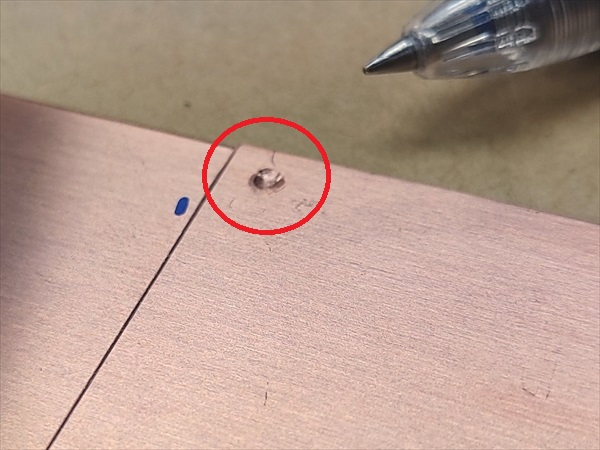
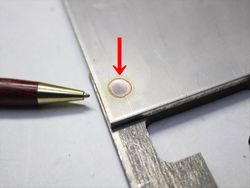 スポット溶接表面くぼみ |
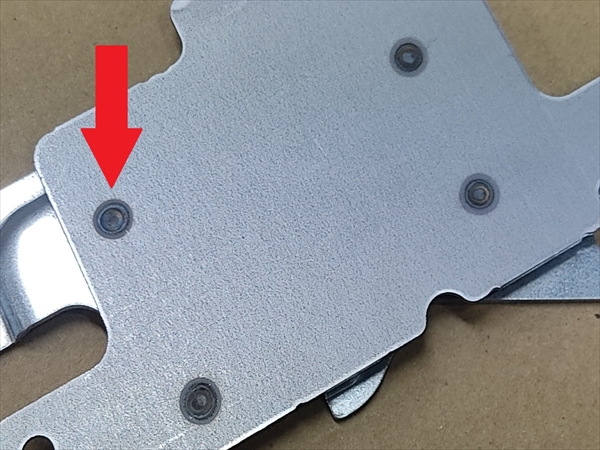
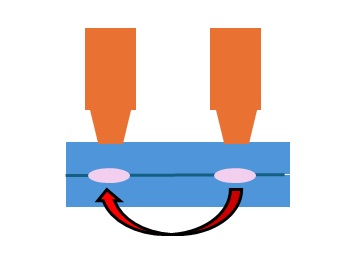
スポット溶接の打点数と距離について
スポット溶接は打点数を多くすれば基本的には強度が上がりますが、
溶接の距離が近すぎる場合には打点数が多くても強度を下げてしまう場合が有ります。
スポット溶接は電極で挟み込んだ位置に電気を流し、その部分を溶接しますが、
挟んだ部分の近距離にスポット溶接された部分が有ると、その部分に溶接電流が分流し
溶接部への出力が不足し最悪ナゲットが形成されない場合があります。
そのため、スポット溶接は適度な距離を取り加工する必要が有ります。
また、打点数が多いほどコストも上がります。必要な打点数を考え設定する必要が有ります。
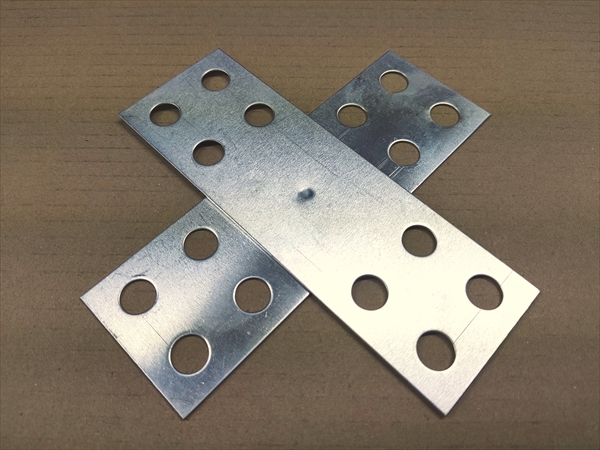
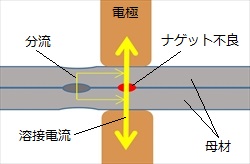 スポット溶接分流について |
 過多なスポット数 |
スポット溶接 「こだま」の技術
「こだま」は創業時(創業50余年)から、さまざまな分野の製品の抵抗スポット溶接加工を手がけてまいりました。創業当初は、建築金物・ガス器具部品・家庭用品等を中心に地場産業の活性化に努めてまいりましたが、国内産業の進歩発展に伴い、環境に優しいエコロジックな接合として、産業機器部品・車両部品・道路標識・半導体製造部品・AV機器部品など、12000種類を超える溶接実績と、使用する治具電極を駆使して、スポット溶接組立てによるさまざまな形状を作り出しています。
対応範囲は、熱電対、接点、抵抗体などの小型部品から、ストレーナー、半導体搬送トレイを始め、車両部品、巨大アート作品まで一般的に出来ないと言われた、溶接構造品を含め数多く手がけています。
微細で精密なスポット溶接の情報が必要な方は⇒マイクロスポット溶接加工をご覧ください。
抵抗スポット溶接に使用する、さまざまな種類の電極
電極の材質は、通電性の高い銅材にクロムを含んだクロム銅を主流に使用していますが、t0.03~の薄板仕様、ボルト・ナット、ヒュージング、筐体奥行750mm(板厚により対応エリアは限定されます)など、様々なバリエーションに備えて、社内製作を行なった電極(チップ)を標準化しています。
 |
 |
特殊冶具電極による、スポット溶接の応用領域の拡大
被溶接材の電気抵抗熱で溶接を行う、スポット溶接の原理を応用し、被溶接材の材質・形状等を考慮して、位置決めを行う冶具電極の製作を行うことによって、溶接領域を広げることが可能です。
 携帯電話本体と板バネのスポット溶接冶具電極 |
 線材とピンのスポット溶接冶具電極 |
※その他冶具電極の詳細は、こちらから
抵抗スポット溶接による、非鉄金属溶接技術
こだま製作所では、アルミスポット溶接をはじめ、マグネシウム合金・銅・りん青銅・真鍮・ステンレス・プラチナ・チタン・インコネル・などの非鉄金属において、抵抗溶接加工を中心に航空・車輌・電力・医療・弱電・食品といったさまざまな 分野の製品を形作ってまいりました。
各材料の特性を考慮し、溶接機種の選択を行い、標準化された独自電極を選定し(専用電極の製作も行います)、適切な溶接条件を蓄積されたデーターを基に設定します。
その結果、確実な強度に加え、美観を可能な限り損なわない状態で溶接を行うことが可能となります。
また、抵抗溶接は、溶接時に、ガスや溶加剤を必要としない極めて溶接負荷の少ないエコロジーで、ローコストな接合法として、幅広い分野で活用されています。
※非鉄金属の溶接技術詳細は。こちらから
抵抗スポット溶接で溶接できる材料一覧
| 鉄系 | SPCC(鉄)、ブリキ(スズ鍍金鋼材)、SK(生・焼き入れリボン鋼) |
| ステンレス系 | SUS304:BA、1/2H 3/4H・H・EH |
| SUS301:1/2H・3/4H・H・EH | |
| SUS316、SUS631、SUS430、SUS410 | |
| パーマロイ材 | 42アロイ、50アロイ、インコネル、インバー |
| 銅系 アルミ系 |
C1020(無酸素銅) |
| C2801(真鍮) | |
| C5210P(りん青銅板二種)、C5210(バネ用りん青銅板) | |
| C7521(洋白板二種)、C7701(バネ用洋白板) | |
| C1700、C1720(バネ用ベリリューム銅) | |
| A5000番、A6000番 | |
| その他 | チタン、プラチナ |
弊社へのご質問の多い材質、主流材質を記載していますので参考にしてください。
困難とされる、焼き入れリボン鋼のスポット溶接
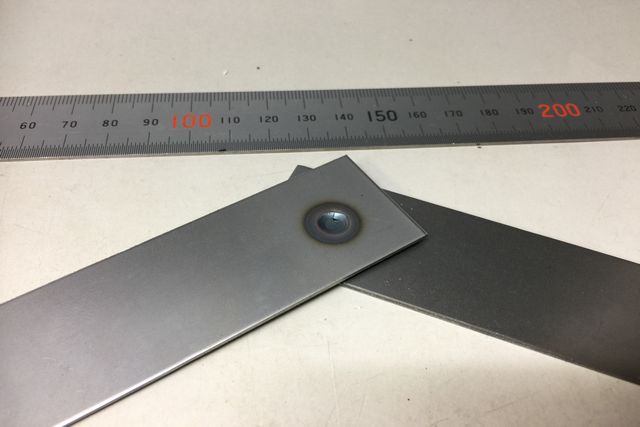
スポット溶接の強度確認
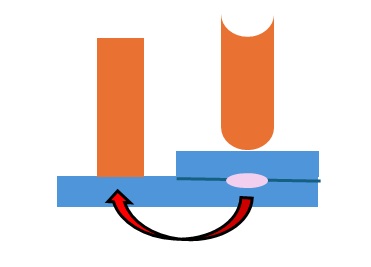
スポット溶接の強度テストは、溶接後の剥離テストが一般的ですが、溶接強度の数値化が必要な場合は、引張試験機などを使用ます。
剥離テストは、スポット溶接後の被溶接材の片方を固定し、もう片方を工具等を使用して剥離して強度確認を行う方法で、目安等は溶け込み状態の目視確認となります。引張試験機では、試験機の上下独立したクランプに、スポット溶接後の被溶接材を固定し、被溶接材片側を上方に引っ張り上げて破断数値を確認します。
 スポット溶接後の剥離テスト片 |
 引張試験機 |
抵抗溶接以外の、スポット溶接
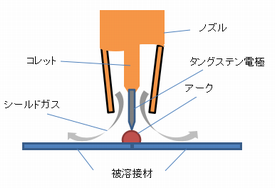
1)アークスポット溶接
 |
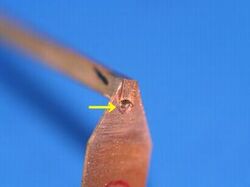 |
接合させる部品と電極の間に発生させたアークによって、部品の局部を溶かし、接合する溶接方法。t0.3~t2.0(「こだま」の実績)の薄板金属を中心に、車両部品,筐体、半導体製造装置部品、バスバー(ブスバー)、端子の溶接など、幅広く対応が可能です。
※アークスポット溶接の加工事例は、こちらから
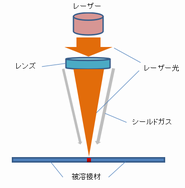
2)レーザースポット溶接
 |
 |
レーザー光をレンズで集光させ熱源として発して、部品照射を行い溶接する方法で、
精密部品・薄板金属・箔・微細部品の溶接に適しています。局部的に母材を溶かしますので、熱歪を抑制できるのが特徴です。
※レーザー溶接の加工事例は、こちらから