![]()
シーム溶接(抵抗溶接)
※「設備のキャパシティの都合により、メッシュの溶接のみ対応しております。」
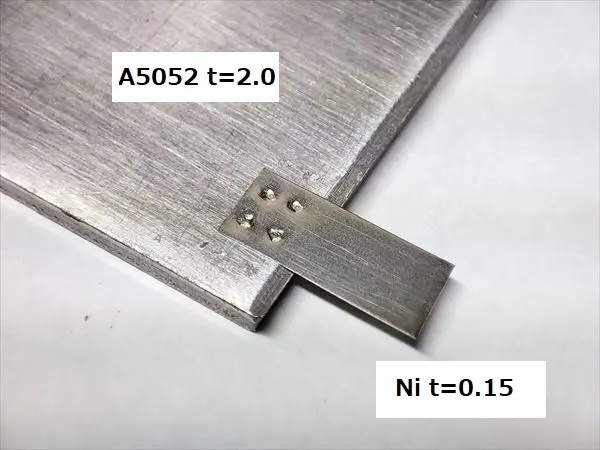
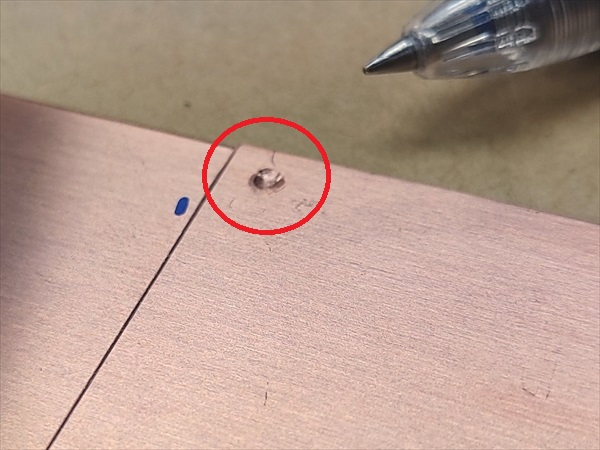
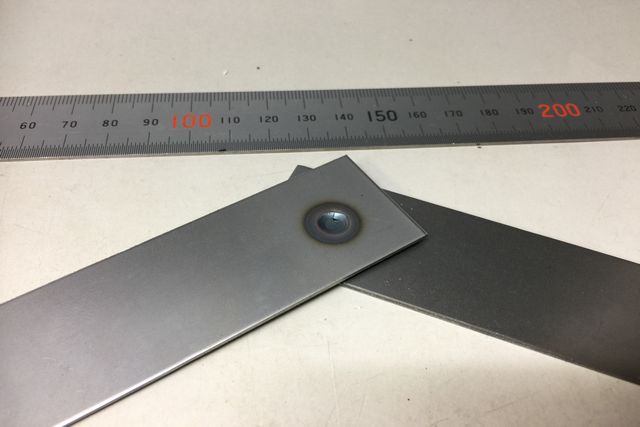
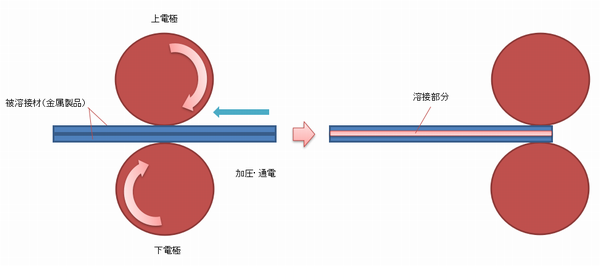
シーム溶接は、抵抗溶接機のホーン上下先端に、円盤状の電極を取り付け、円盤の間に被溶接材2枚を重ね通し、連続的な通電と、加圧を電極の回転によって行い金属板や、網を直・曲線上に被溶接材を重ねた状態で、溶接することが出来ます。シーム溶接としては ,突き合わせて溶接する、ティグ(アルゴン)溶接やレーザー溶接でも、良好な溶接が可能ですが、ワーク精度が必要になり、溶接加工費としても上昇します。
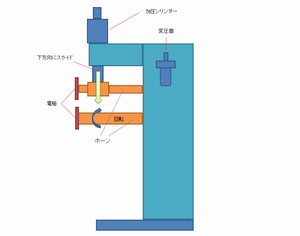
抵抗溶接機(シーム溶接仕様)

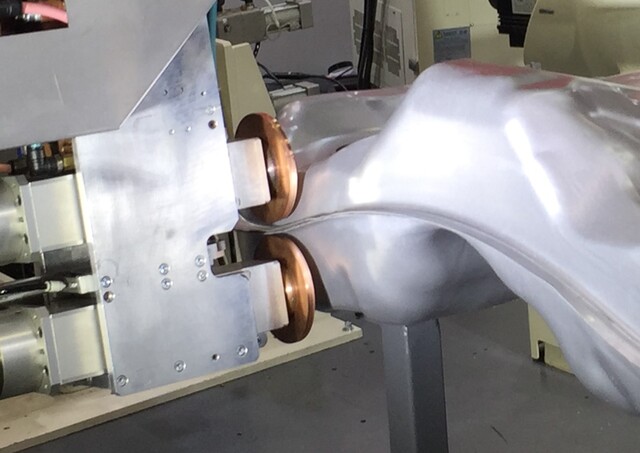
産業ロボットに設置した抵抗シーム溶接

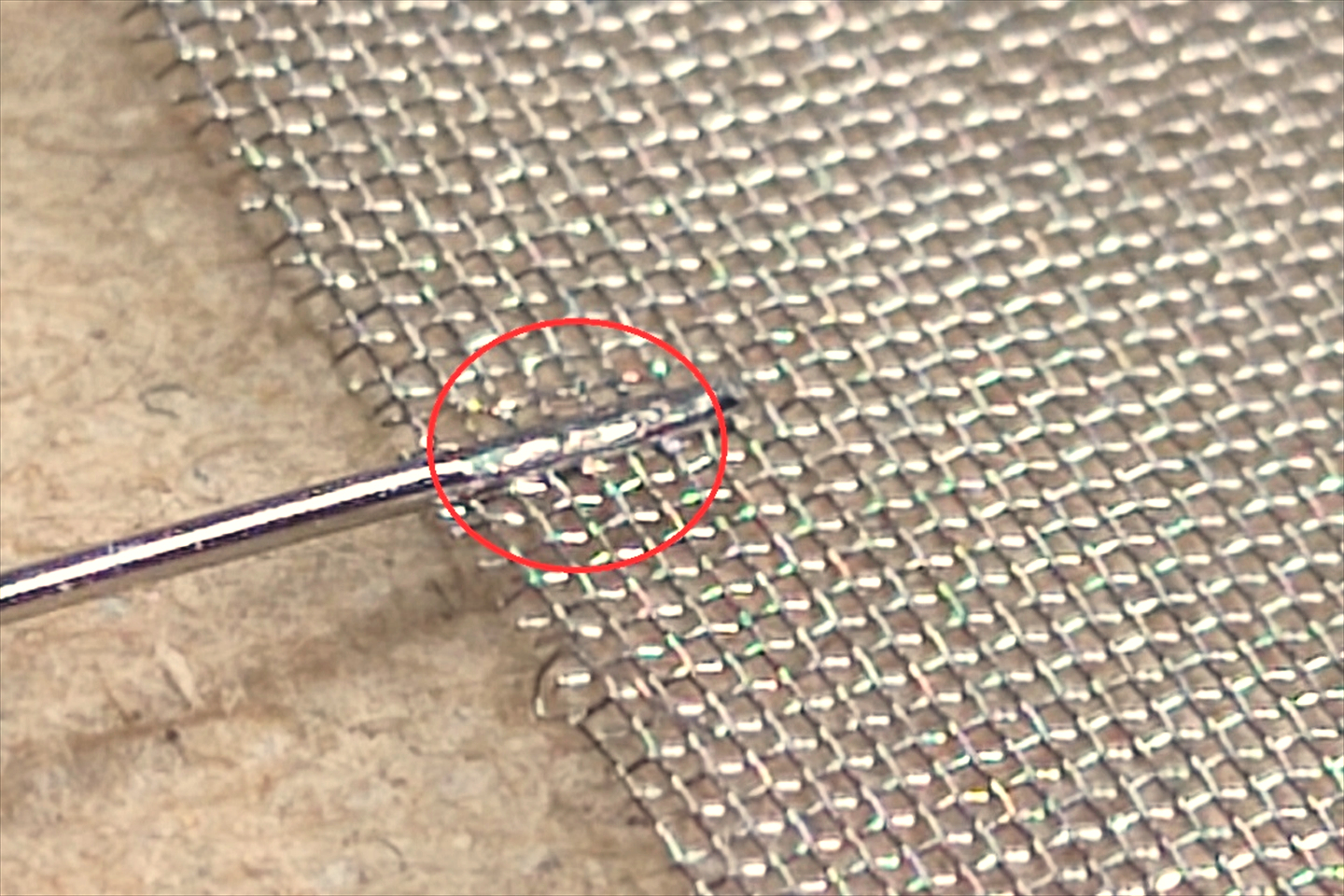
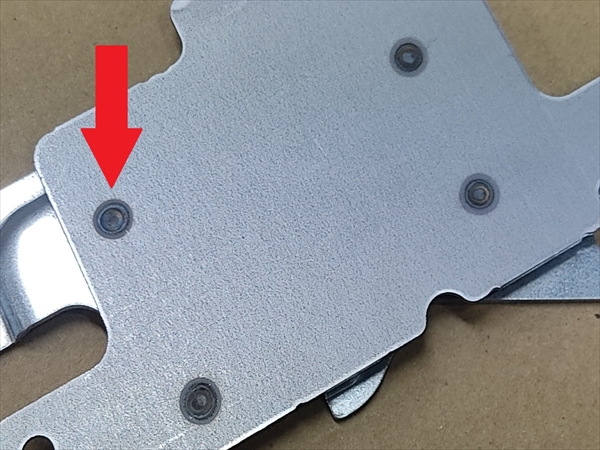
金属メッシュの抵抗シーム溶接
・タンク等の気密溶接が、ワーク精度を要せず溶接できる。
・素材分子の拡散状態にて接合できる。
・機械的作業のウエイトが高いため、一般的な製品の溶接においては、作業者の熟練度をほとんど必要としない。
・溶接棒やフラックスが不要で、有害な紫外線やヒュームが発生しない。
・大きな電流が必要なため、溶接機および受電設備の電気容量が大きくなる場合がある。
・機種にもよるが、溶接機の価格が比較的高い。
・被溶接材に対し、機種の選択が必要となり、溶接電流、通電時間、加圧力、溶接条件を、
被溶接材の材質や板厚によって選定する必要がある。
・ティグ(アルゴン)溶接やレーザー溶接に比べ、溶接による熱吸収のためのクランプが使用できない為、平板状態の被溶接材においては、
著しく熱歪が生じてしまう。
1)秘密保持契約
2)各種溶接の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)全国対応
「設備のキャパシティの都合により、メッシュの溶接のみ対応しております。」
![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。