精密溶接
 |
 |
 |
精密溶接可能な溶接の種類
1)圧接
| ①電気抵抗溶接 | スポット溶接・プロジェクション溶接・マッシュ溶接 バット溶接・シーム溶接・スタッド溶接 |
|---|
2)融接
| ①アーク溶接 | ティグ溶接・プラズマ溶接、アークスポット溶接・アークスタッド溶接 |
|---|---|
| ②レーザー溶接 | ー ー ー |
| ③電子ビーム溶接 | ー ー ー |
精密溶接について
精密溶接には大きく分けて、溶接後の仕上げ等が必要のなく、溶接歪が生じにくいなどの要素をもって、
溶接そのものの精度と、溶接後の製品精度の二つの視点からみることが出来ます。
精度の高い溶接は、ステンレスt0.03のシーム溶接も可能にし、製品精度の高い溶接では、冶具電極の精度を高めることで、
手の平サイズ(製品サイズ)であれば、寸法公差0.1mm以下を狙える製品もあります。
「こだま」がご提供できること
1)秘密保持契約
2)各種溶接の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)材料分析
8)全国対応![]()
溶接する被溶接材の材質・板厚・製品形状や、溶接する目的によって、その種類はさまざまですので、ここでは、代表する
各種精密溶接方法をご紹介します。
精密溶接の種類
1、スポット溶接(抵抗溶接)
 |
 銅板とSECC板のスポット溶接 |
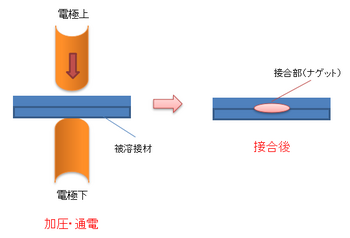
スポット溶接とは、溶接したい2片の被溶接材を上下から電極で挟み込み接触部を電極で加圧を行い、
加圧した電極より被溶接材へ大電流を流すことによって、電気抵抗によるジュール熱を発生させ
局部的に発熱・溶融させ接合される溶接工法です。
スポット溶接は、被溶接材を瞬時に局部の溶接を行うことが出来ますので、溶接部周囲の溶接歪を抑えることが可能です。また、被溶接材の位置決めを行う冶具の精度を高めることで、溶接後の製品を高精度に仕上げることが可能です。
小型のマイクロスポット溶接機を使用することで微細な溶接も可能です。
 携帯電話部品の接合を高精度の冶具を 使用した、スポット溶接 |
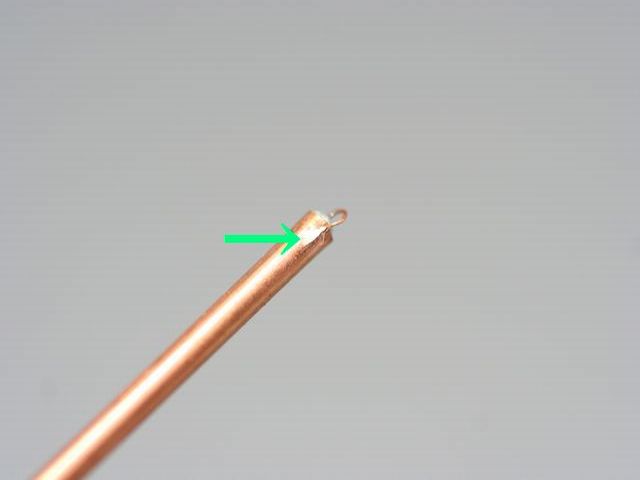 高い精密度が可能にする、 銅線φ0.1のスポット溶接 |
2、プロジェクション溶接(抵抗溶接)
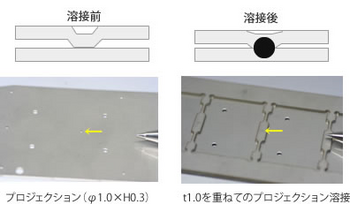 |
 リン青銅板とステンレス板の、 プロジェクション溶接 |
プロジェクション溶接とは、被溶接材のどちらか一方に、プレス加工などでプロジェクション(突起部)を施して、次に上下の電極で被溶接材を挟み、プロジェクション(突起)部を加圧し、大電流を突起部に流します。そして、電気抵抗によって生じる発熱で、プロジェクション(突起部)を溶かし、部品同士の溶接を行う抵抗溶接の一種です。プロジェクション溶接は、スポット溶接と比較してさらに、局部的に溶接されるので、熱影響が極めて少なく接合することが可能で、使用する冶具電極の精度を上げることによって、製品精度を上げることが可能です。
 換気口のプロジェクション溶接 |
 ノートPCヒンジのプロジェクション溶接 |
3、アーク溶接(ティグ溶接・プラズマ溶接)
 |
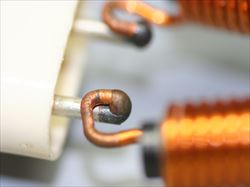
 銅各線んと銅板のアーク溶接 |
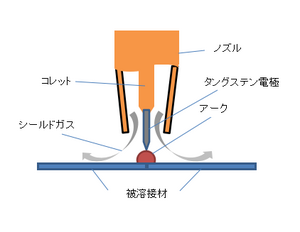
接合させる被溶接材と電極(ティグ溶接・プラズマ溶接)の間に発生させたアークによって、部品の局部を溶かし、接合する溶接方法です。スポット溶接(アークスポット溶接)、シーム溶接のパターンで溶接することが可能で、微細溶接や、薄板溶接に適していて、品質の高い精密溶接が可能です。
薄板については材質にもよりますが、0.03mmから溶接が可能です。
 半導体製造装置部品の、アークスポット溶接 |
 空気口のシーム溶接による、機密溶接 |
高品質な精密溶接加工が可能なため、高い技術を必要としますが気密溶接も可能です。
気密溶接における良好な溶接状態を得るには、被溶接材の溶接部分の不純物(水分・油・錆び・ゴミ)等を、アルコールや研磨剤等で除去を行い、ピット(溶接ビードの表面に生じた小さなくぼみ穴)の発生を防止します。
 アーク溶接前 |
 アーク溶接による気密溶接後 |
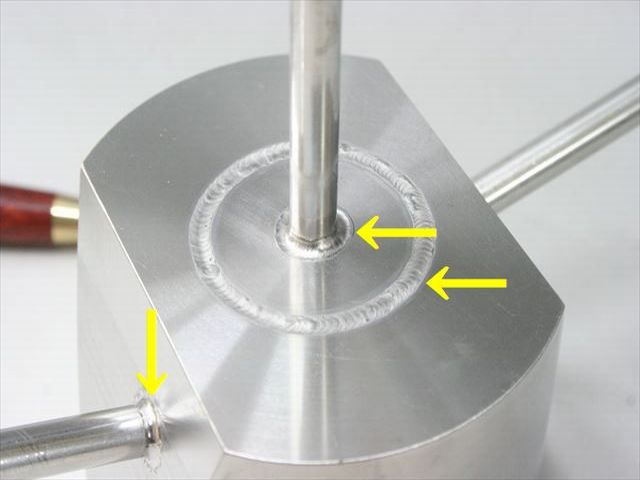
また、様々な金属への溶接が可能で、ステンレス・鉄はもちろん、アルミ・銅・インコネル・チタン・ハステロイなど高い汎用性があります。
 銅のアーク溶接 |
 アルミのアーク溶接 |
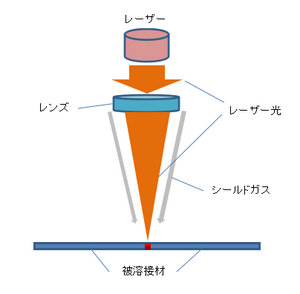
4、レーザー溶接
 |
 熱電対のレーザー溶接 |
レーザー光をレンズで集光させ熱源として照射を行い、溶接する方法です。
レーザー溶接は、集光されたレーザー光で溶接を行いますので、熱歪が軽減でき、浸透性が高く高品質な精密溶接が可能で、シーム溶接による薄板金属や箔の溶接、レーザースポット溶接による微細部品の接合に適しています。
しかし、レーザー光を集光させる事と、無接触で溶接を行う要素から、溶接させる部品の端面精度,
及び部品位置決めをセットする治具などの精度も要求されるので、一次加工(金属プレス・切削等)の精度が、
極めて要求され、製品コストが上がってしまう要素も含みます。
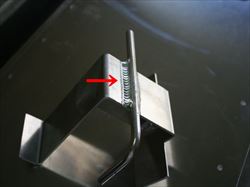
 バッテリーケースのシーム溶接による、 機密溶接 |
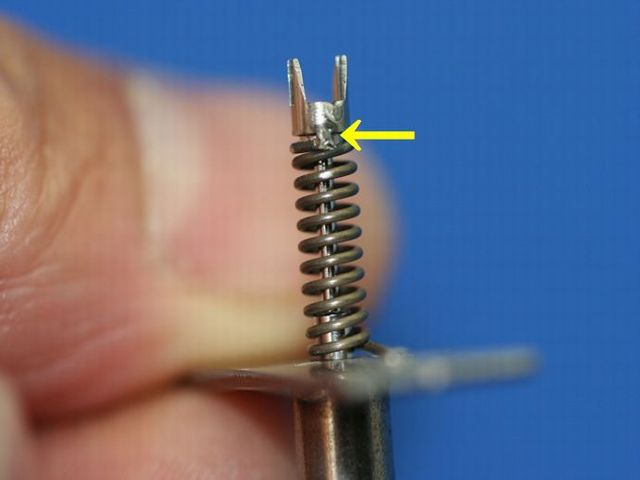
 コイルばねと中ぐりされた球の、 レーザースポット溶接 |
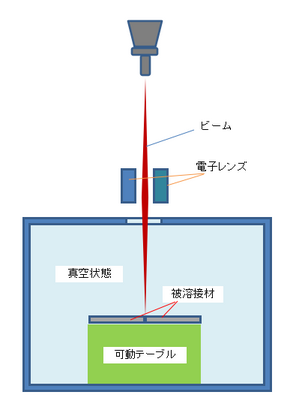
5、電子ビーム溶接
 |
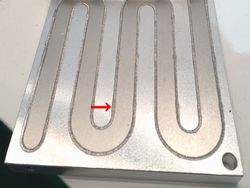 冷却水循環装置の、厚板シーム溶接 |
真空状態で、フェラメントを加熱することで、電子が放出され、そこに高電圧を与えてビームを形成し、溶接させる部品に照射を行い溶接する方法です。真空状態で溶接を行うため、ビームは100%で溶接部分に、照射されるので、狭い溶接範囲で、深く浸透することが出来るので、厚板の精密溶接が可能です。用途としては、タングステン・タンタル・モリブデンなどの高融点材料、チタン・ニオブばどの活性金属などに有効です。しかし、ビームスポット径は0.2mm程度という極めて狭い範囲が、レーザー溶接と同じ要素で、無接触溶接、部品の端面精度,及び部品位置決めをセットする治具などの精度も要求されるので、一次加工(金属プレス等)の精度が、要求され製品コストが上がってしまう要素も含みます。
取り扱い材質
| 鉄系 | SPCC(鉄)、ブリキ(スズ鍍金鋼材)、SK(生・焼き入れリボン鋼) |
| ステンレス系 | SUS304:BA、1/2H 3/4H・H・EH |
| SUS301:1/2H・3/4H・H・EH | |
| SUS316、SUS631、SUS430、SUS410 | |
| パーマロイ材 | 42アロイ、50アロイ、インコネル、インバー |
| 銅系 | C1100P(タフピッチ銅) |
| C2801(真鍮) | |
| C5210P(りん青銅板二種)、C5210(バネ用りん青銅板) | |
| C7521(洋白板二種)、C7701(バネ用洋白板) | |
| C1700/C1720(バネ用ベリリューム銅) | |
| その他 | チタン、チタンバネ、モリブデン |
弊社へのご質問の多い材質、またはご依頼いただく製品の
主流材質の性質を記載していますので参考にしてください。
(その他、材質においては、お問合せください)


{kind=link}