リード線のスポット溶接
リード線のスポット溶接
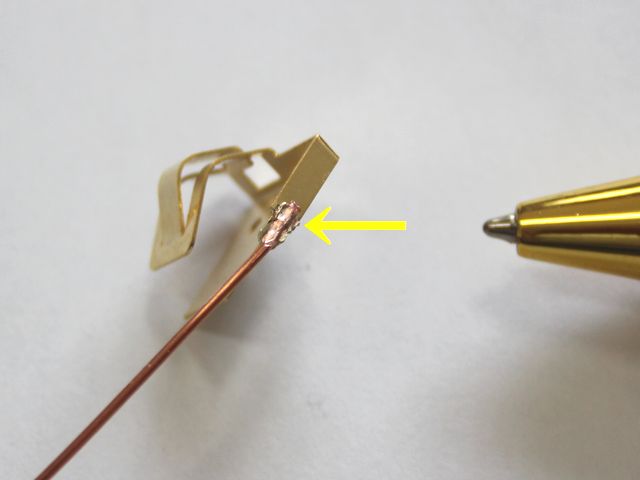
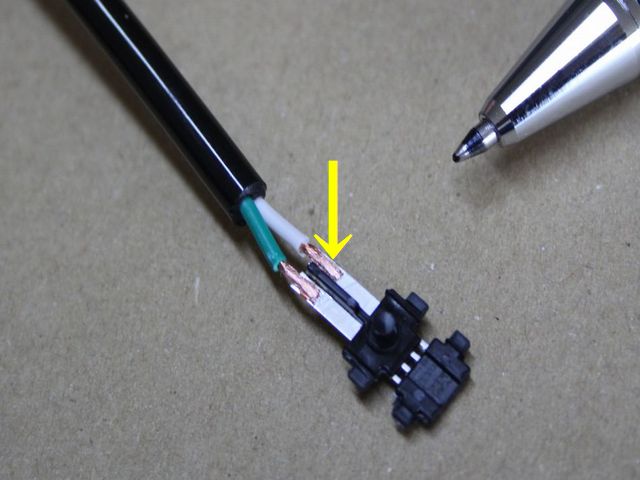
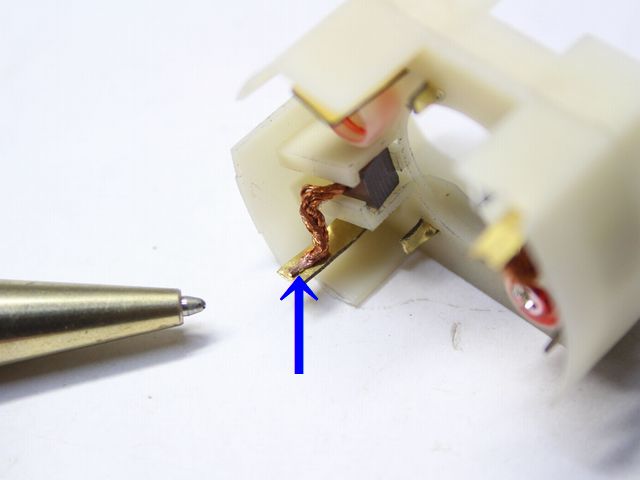
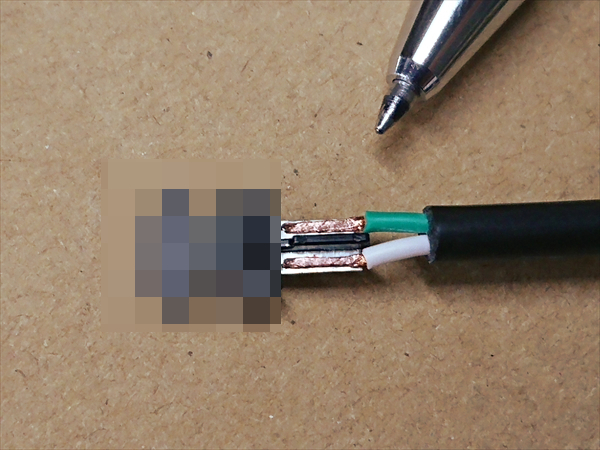
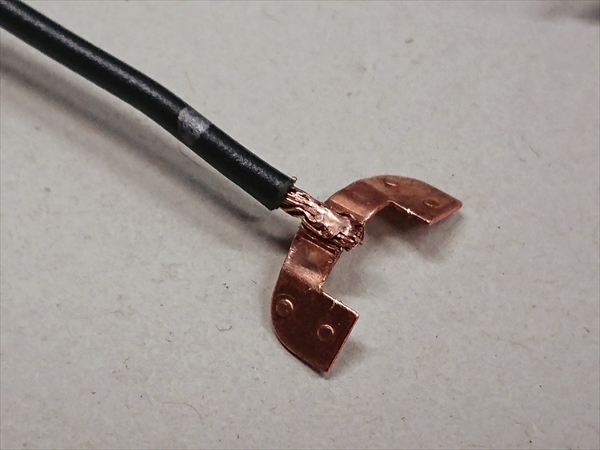
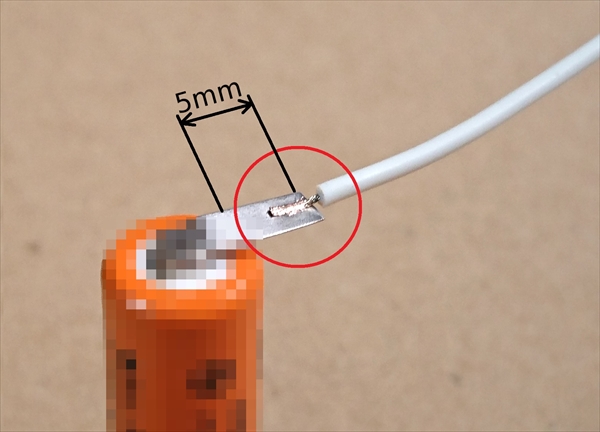
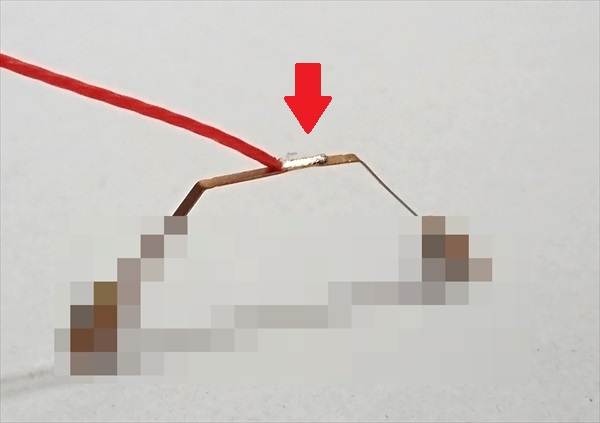
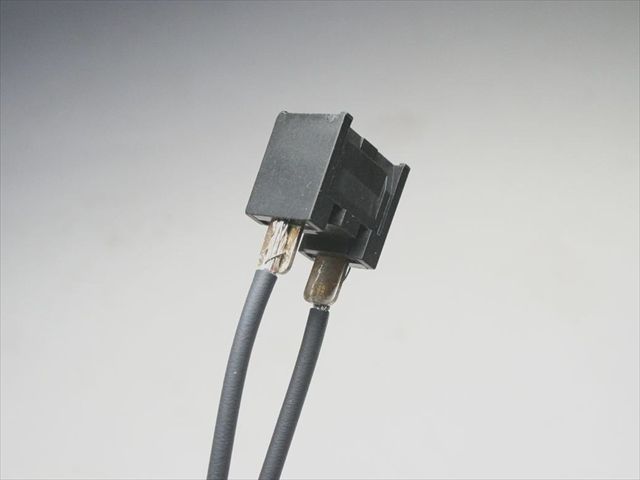
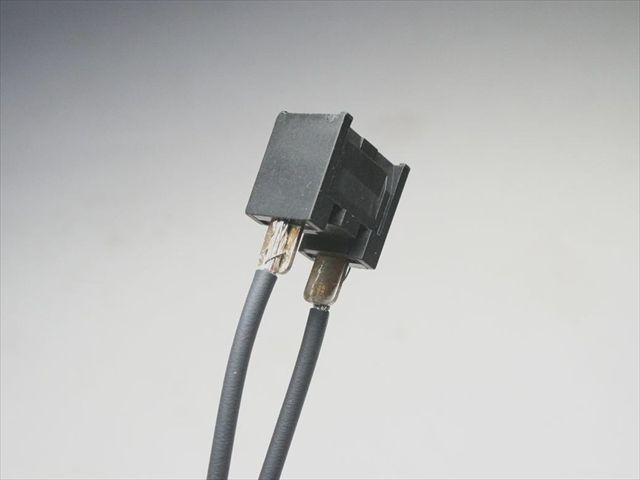
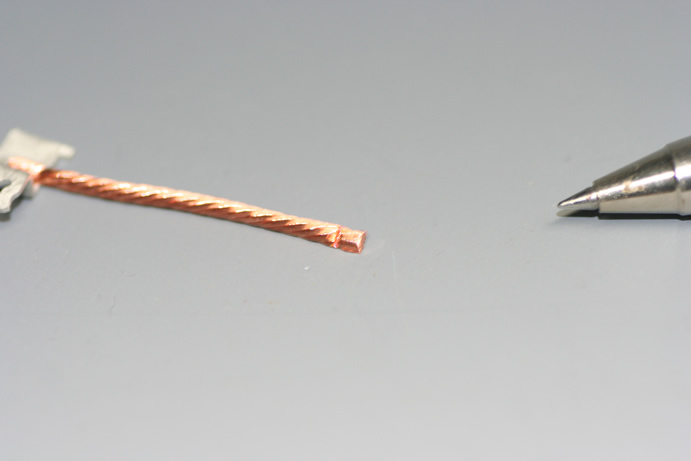
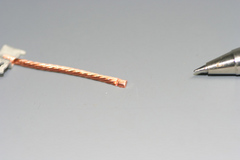
リード線とは、部品と部品を電気的に接続するための電線のことで、電線の種類を問いません。ただし、多くの場合、すずメッキされた細い銅撚線が使用されます。すずメッキ線を使用することで、酸化を防ぎ、スポット溶接性が向上します。また、裸銅線やニッケルメッキ線もスポット溶接で対応可能です。
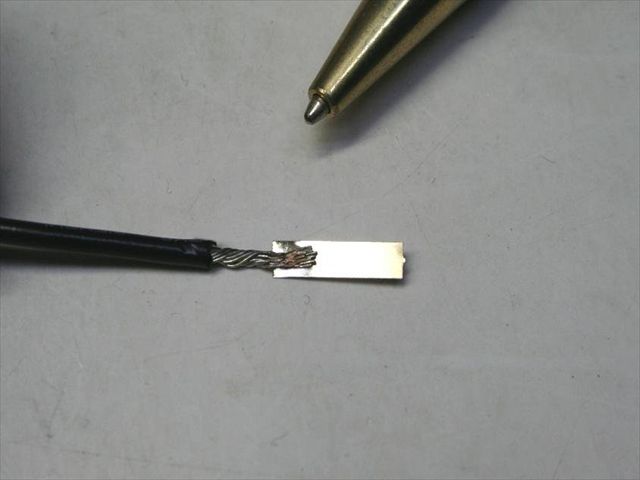
リード線のスポット溶接で重要なのは、リード線と、溶接したい端子などの母材との密着性(通電性)を確保すること、そして溶接によるリード線への負荷(折れや切れ)を軽減することです。
※各種リード線のスポット溶接の事例は、こちらから
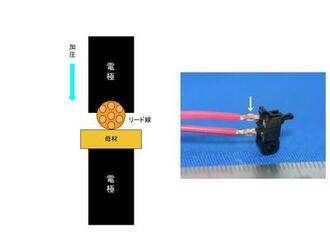
スポット溶接とは
溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧します。
加圧した電極より金属母材へ大電流を流すことにより電気抵抗によるジュール熱を発生させ
局部的に発熱・溶融させ接合される溶接工法です。
※スポット溶接の詳細は、こちらから

「こだま」が、ご提供できること
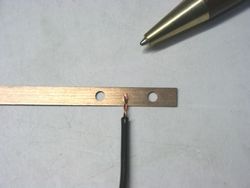
1)リード線のスポット溶接の、受託加工(部品支給)
※各種リード線のスポット溶接の事例は、こちらから
2)電池のタブ溶接、組電池(電池パック)製作
3)各種溶接加工
4)各種接点・端子、各種部品製作から、スポット溶接までの一貫製作
5)簡易治具電極・量産治具電極の製作(こだま社内用)
6)スポット溶接の、溶接条件出しから機種選択・スポット溶接機販売代行
7)全国対応
お問合せについて
リード線の仕様、溶接しようとする材質・板厚・形状、溶接加工数等、出来るだけ内容を具体的にして、お問合せフォームからご連絡ください。
図面がある場合は、図面を送付ください。
スポット溶接技術
環境に優しいエコロジックな接合として普及されているスポット溶接。
「こだま」では電気部品・弱電機器部品・電装部品など、数多く手掛けてまいりました。
試作・量産、数量問わず対応いたしておりますので、お気軽にお問合せ下さい。
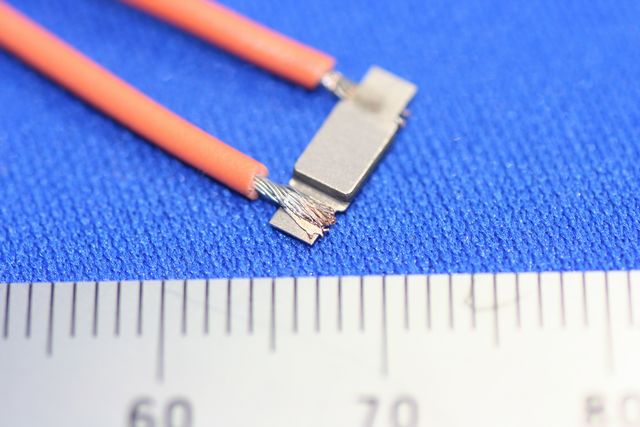
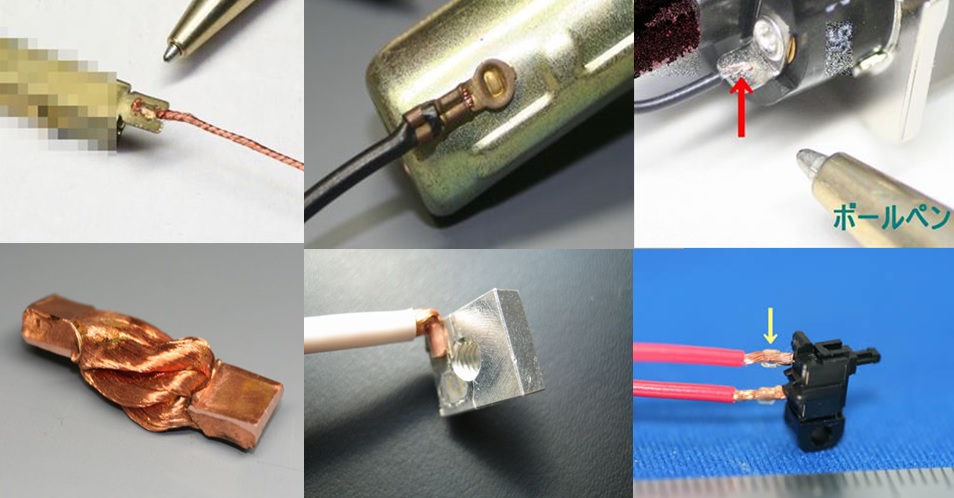
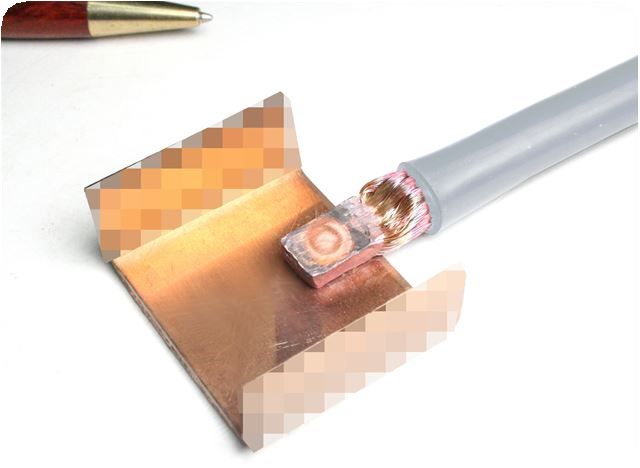
材質や線径により溶接出来る範囲は違いますが、
AWG10(5sq)の電線とステンレス板の溶接のように太い電線の溶接や
AWG26程度の細い電線と薄い銅端子の溶接など精密溶接など幅広い溶接が可能です。
また、上記より太い電線にはヒュージング加工を行い、抵抗ロウ付けを用い接続する事も可能です。
 マイクロヒュージング マイクロヒュージング(コンパクティング) |
 抵抗ロウ付け 抵抗ロウ付け |