
![]()
| ご依頼数量 | 試作から、量産まで |
|---|
電気部品・電子部品に通電を行う場合、それらに端子部を設けて、リード線や接点等と接続しなければなりませんが、カシメ等では、締め緩みが発生ショートの原因となるため、一般的に電気伝導率も考慮して溶接で接合されています。溶接方法としては、スポット溶接が一般的で、被溶接材によっては、アーク溶接、レーザー溶接を用いられる場合があります。
スポット溶接とは、溶接したい2片の被溶接材(製品部品)を上下から電極で挟み込み接触部を電極で加圧します。
加圧した電極より金属母材へ溶接電流を流すことにより、電気抵抗によるジュール熱を発生させ局部的に発熱・溶融させ接合される溶接工法です。
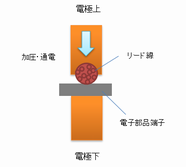
スポット溶接の構造図

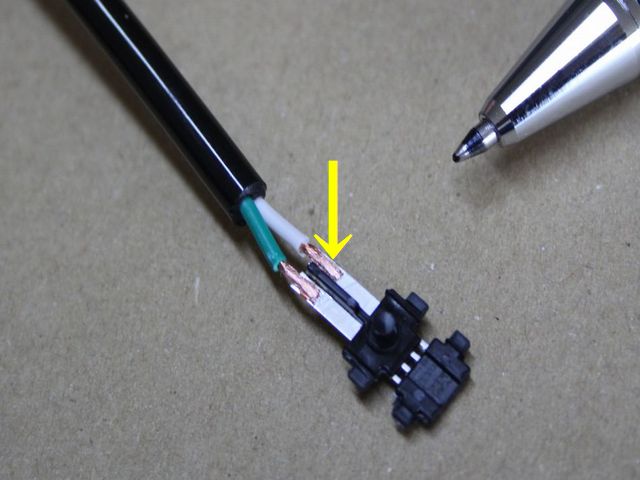
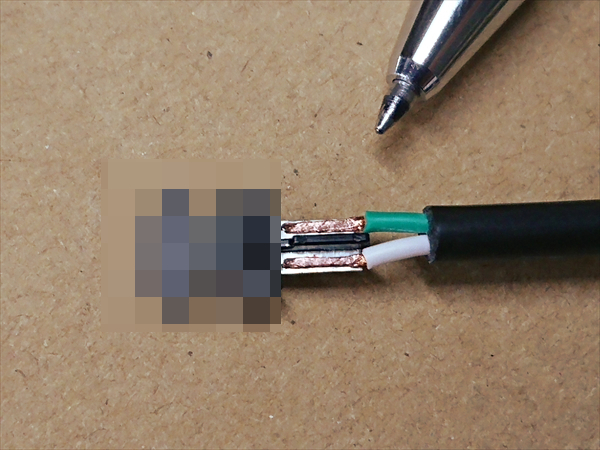
電子部品端子とリード線の、スポット溶接
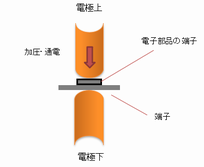
スポット溶接の構造図

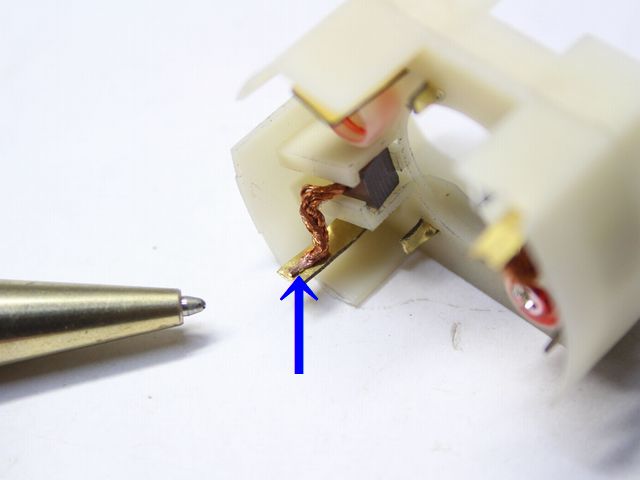
電子部品と端子の、スポット溶接
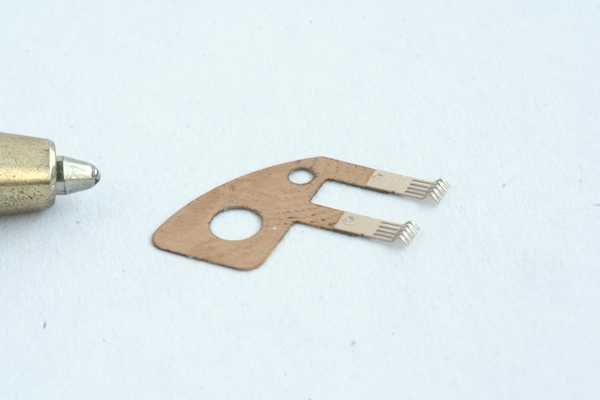
リン青銅端子のスポット溶接
端子3枚重ねスポット溶接

真鍮端子と銀接点のスポット溶接
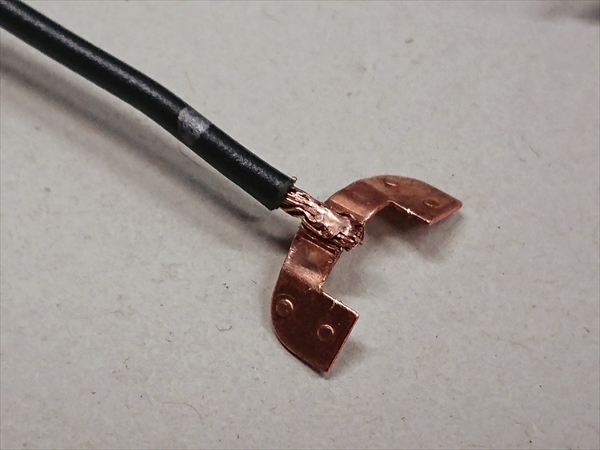
アークスポット溶接とはアルゴン(Ar)ガスや、ヘリウムガスなどの不活性ガスをシールドガスとしてトーチノズル内に流し、融点の高いタングステン電極と母材との間にアークを発生させ、そのアーク熱により不活性ガスと酸素を燃焼させ、溶接しようとする部品の一点にアークを集中させて溶接を行う工法です。
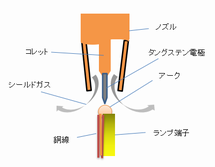
アークスポット溶接の構造図

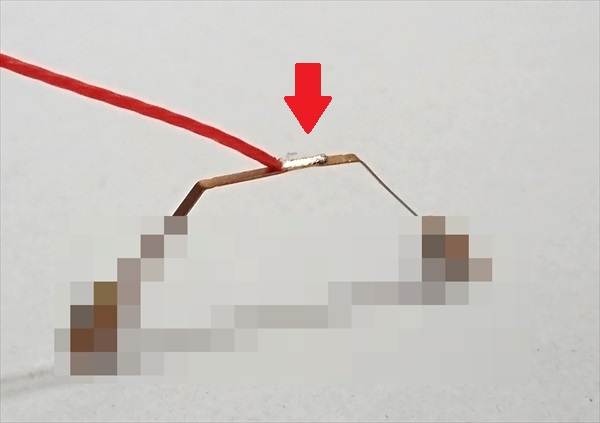
ランプ端子と銅線の、アークスポット溶接
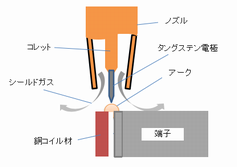
アークスポット溶接の構造図

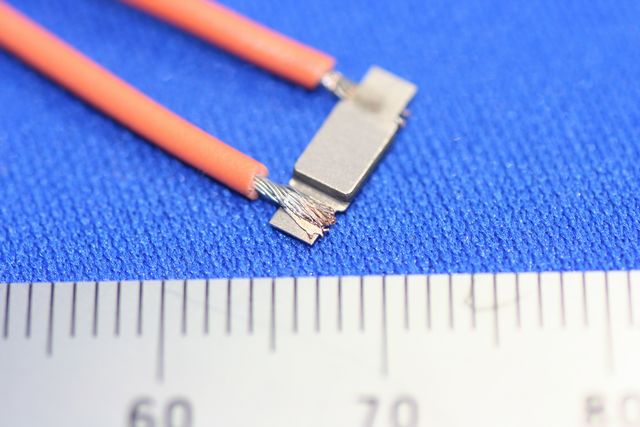
銅端子(錫メッキ)と銅コイル材の、
アークスポット溶接
レーザー溶接とは、光源をレーザー素子にあて、誘導放出現象を起こし強力なレーザー光化を行い、集光して金属に照射し、金属を局部的に溶かし固めて接合する方法です。
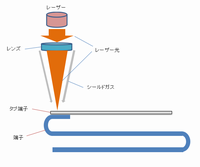
レーザースポット溶接の構造図

SUS304端子のレーザースポット溶接
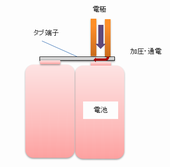
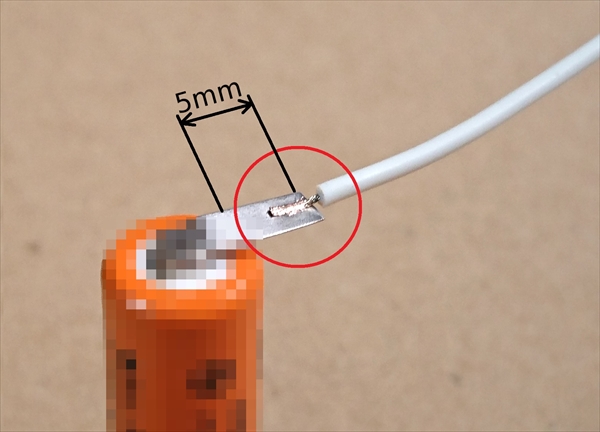
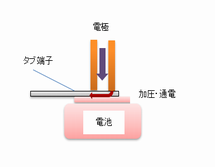
電池には、マンガン電池やアルカリ電池などの乾電池や、コイン型やボタン型等がありますが、それらの電池に連結を行う為や、機械的な電極部に装着するために、タブ端子の溶接を行います。溶接方法としては、一般的にはスポット溶接が主流で、大量生産用として自動機装備でレーザー溶接が行われています。
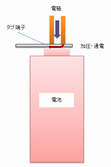
電池スポット溶接の構造図

乾電池とタブ端子のスポット溶接
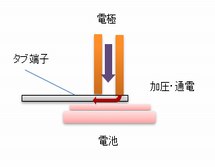
電池スポット溶接の構造図

ボタン電池とタブ端子のスポット溶接
電池スポット溶接の構造図

コイン電池とタブ端子のスポット溶接
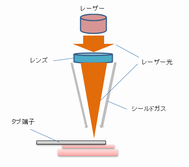
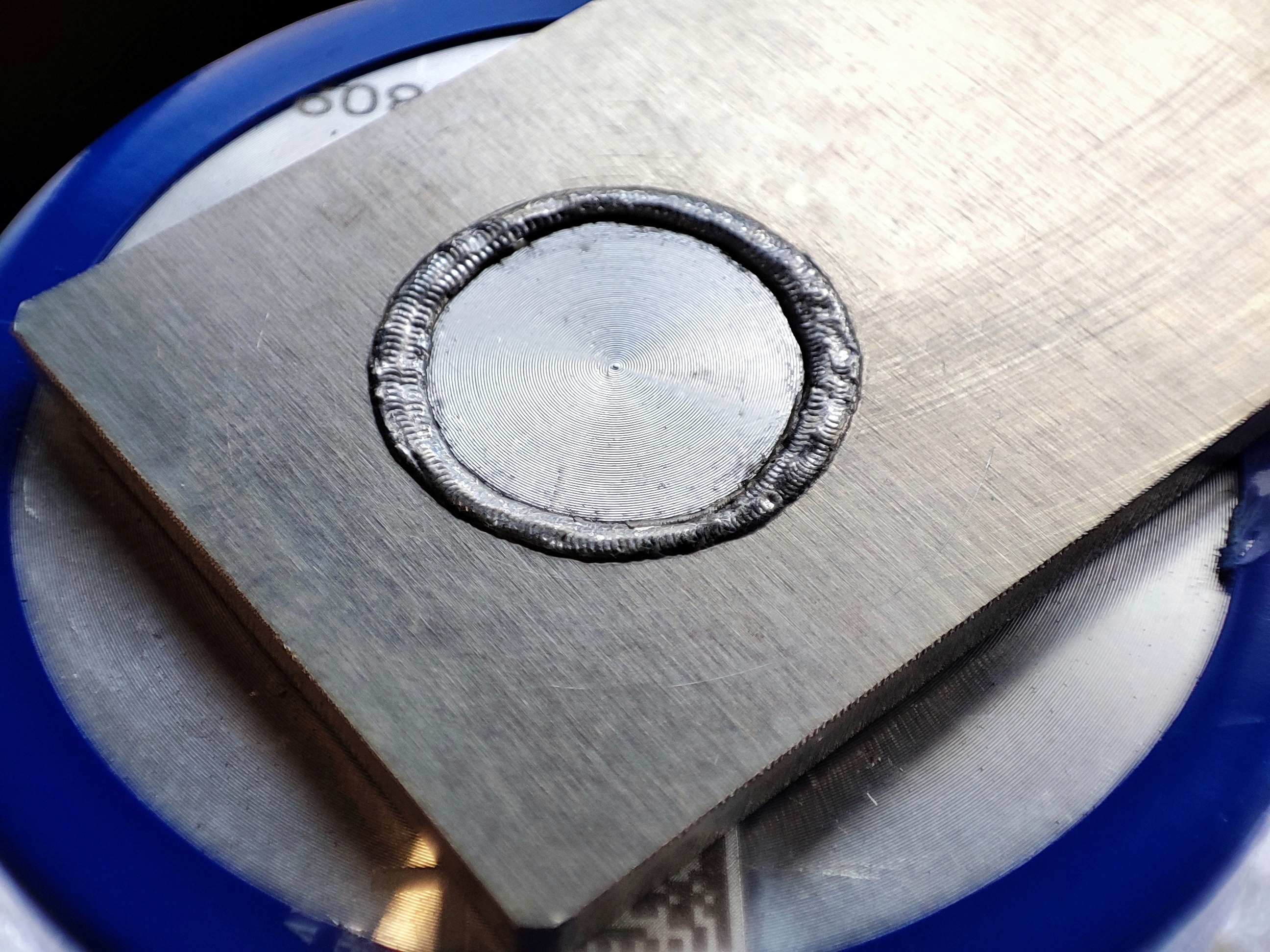
レーザースポット溶接の構造図

コイン電池とタブ端子のレーザー溶接
大容量の電池には電極部がアルミ製の場合があります。
アルミの電極でもスポット溶接にてタブ取り付けは可能です。

アルミ端子へのタブ

大型の電池
また、出力の大きい電池の場合、大型のバスバーの取り付けが必要となります。
その場合ではタブ端子では抵抗値が高すぎるため、バスバーを取り付ける必要があります。
アルミバスバーを溶接する場合には、スポット溶接では対応できないためレーザー溶接にて対応いたします。
3mm厚のアルミバスバー溶接例
アルミバスバー溶接前
タブ端子は、仕様に合わせて形状・材質・板厚は様々です。材質は一般的に、ニッケル板が主流ですが、スポット溶接時、電極に引っ付きやすいなどの要因から、りん青銅や、鉄のニッケル鍍金材を使用したりしています。

ニッケル端子

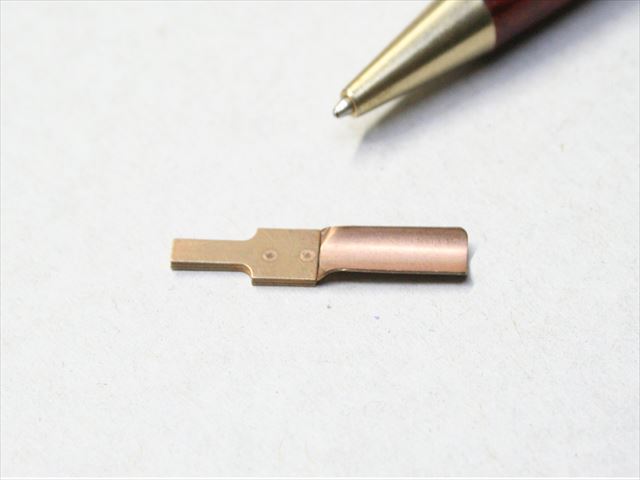
リン青銅端子
鉄のニッケルメッキ端子
1)端子の適切な溶接方法の選択
2)端子の溶接受託加工
3)各種、接点・端子の製作
4)溶接に必要となる、治工具の製作
お気軽にお問合せ下さい!!

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。