
![]()
| ご依頼数量 | 1個からの受託溶接(テストピース及び、予備品は必要です) |
|---|
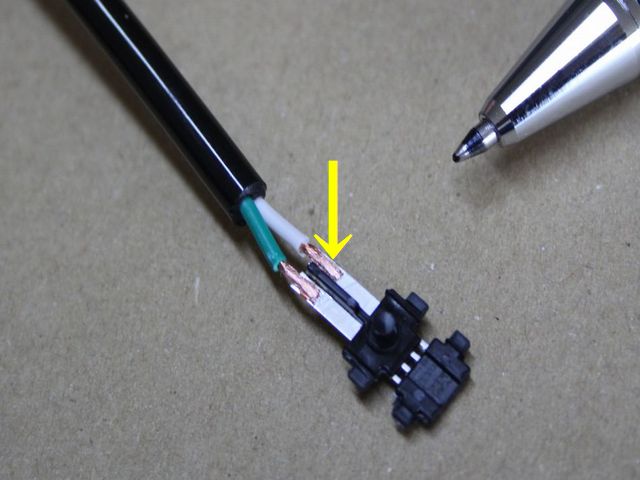
リード線を端子等に接合を行う場合、リード線の銅線の束をまとめて被溶接材にダイレクトに接合を行うスポット溶接が主流ですが、ここでは、その他接合方法から見た、リード線の溶接における解説を行います。
リード線のスポット溶接の事例は、こちらから
1)接合方法の種類
産業電気機器など電気回路の内部的・外部的に端子や電子部品等にリード線の接合の必要性が生じますが、
その接合方法として、一般的にはスポット溶接(抵抗溶接)を始め、アーク溶接、半田付け、ねじ止めが行われいています。
 リード線のスポット溶接 |
 リード線のアーク溶接 |
 |
 |
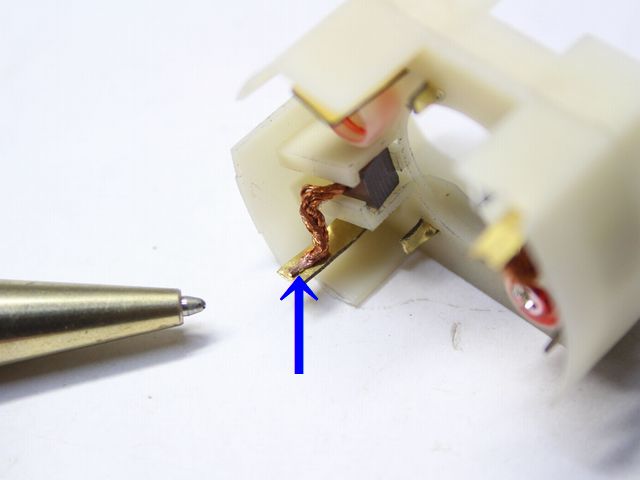
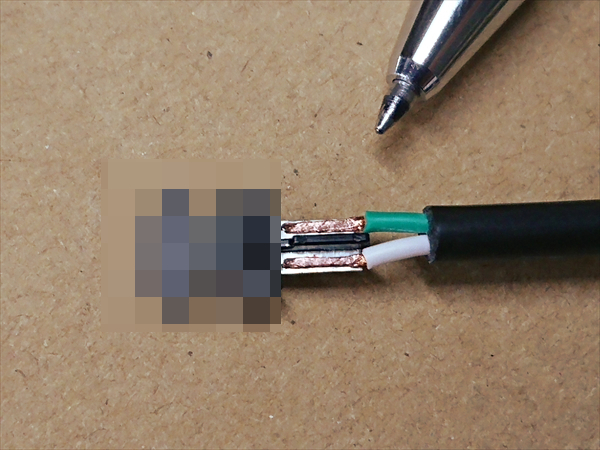
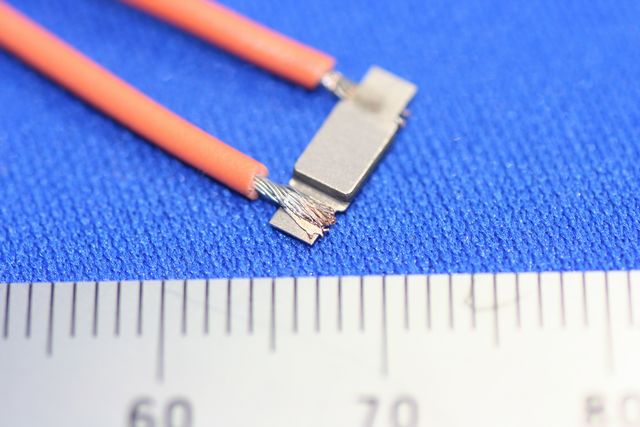
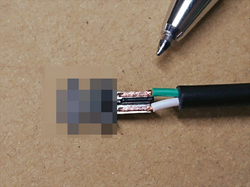
銅撚線のコンパクティングリード線と撚線を接合する場合には、スポット溶接時に撚線に加圧を加えると、撚線が平らになりバラケてしまいますので、事前に撚線の先端を固めて(コンパクティング)からリード線と接合を行います。事前に撚線をコンパクティングすることで、撚線のバラケが抑制され、安定して溶接状態が得られます。 |
|
| 接合方法 | 作業性 | 設備 | 接合状態 |
| スポット溶接 | 瞬時に接合が可能 | スポット溶接機 | 安定 |
| アーク溶接 | 銅管等の付属被溶接材が必要な場合があり、二次加工が生じる | アーク溶接機 | 安定 |
| 半田付け | 半田を溶かす時間が必要 | 半田こて、半田付け装置 | 安定 |
| ねじ止め | 取付部に対しリード線を挟み込む金属板が必要なのと、 ネジを締め付ける時間が必要 |
ドライバー | ネジのゆるみで、 導電性の低下が生じる |
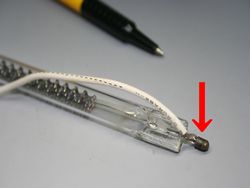
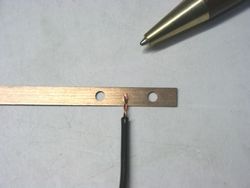
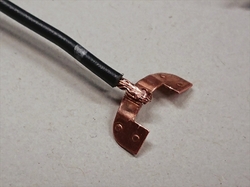
 リード線と真鍮端子の溶接 |
 リード線とSUS端子の溶接 |
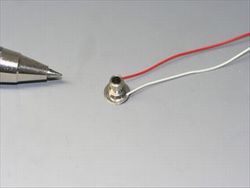
 リード線と電子備品の溶接 |
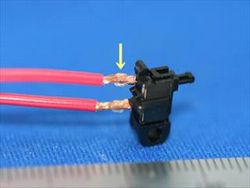
 リード線+圧着端子とソケットの溶接 |
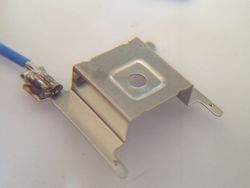
リード線+圧着端子とケースの溶接 |
 リード線と電子備品の溶接 |
 リード線とSUSプレートの溶接 |
 熱電対の溶接 |
 リード線とスズメッキ材の溶接 |
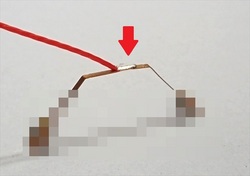
 リード線とりん青銅プレートの溶接 |
リード線と電子備品の溶接 |
 リード線をヒュージング加工後、溶接 |
 φ0.64 リード線 (AWG 22) |
 φ0.7 リード線 (AWG 21) |
 φ0.8 リード線 (AWG 20) |
 φ1.0 リード線 (AWG 18) |
 φ1.5 リード線(AWG 15) |
 電線φ4 |
スポット溶接とは、溶接し電極でたい2片の被溶接材にを上下から挟み込み接触部を電極で加圧します。
加圧した電極より被溶接材へ大電流を流すことにより電気抵抗によるジュール熱を発生させ
局部的に発熱・溶融させ接合される溶接工法です。
抵抗溶接では、もっともポピュラーな工法で自動車や家電等あらゆる製品で用いられています。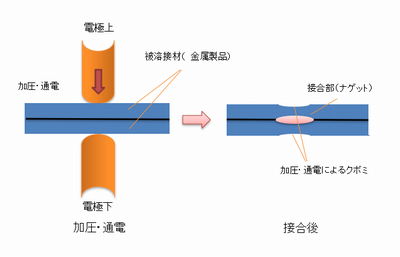
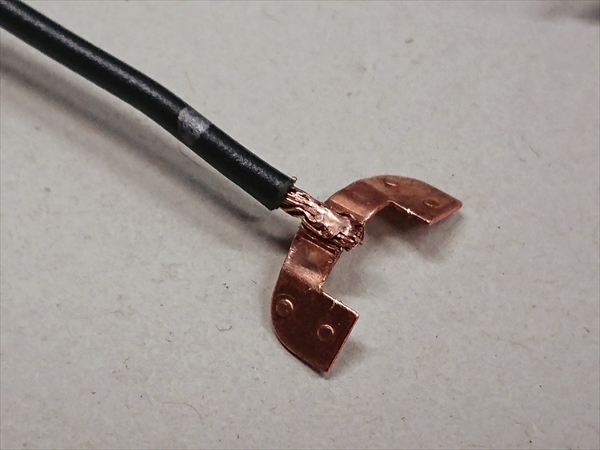
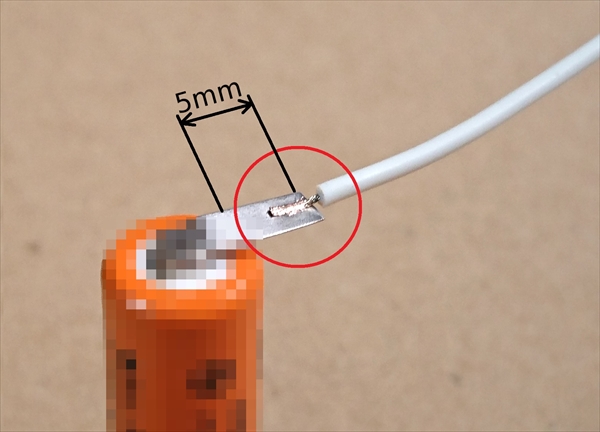
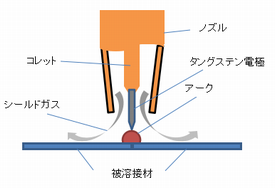
アークスポット溶接とはアルゴン(Ar)ガスや、ヘリウムガスなどの不活性ガスをシールドガスとしてトーチノズル内に流し、融点の高いタングステン電極と被溶接材にとの間にアークを発生させ、そのアーク熱により不活性ガスと酸素を燃焼させ、溶接しようとする部品の一点にアークを集中させて溶接を行う工法です。精密な溶接や、銅などの非鉄金属の溶接に適しています。また、マイクロアーク溶接とも言われている。
1)リード線溶接の受託加工
2)冶具電極の設計・製作(こだま社内用)
2)部品接合の構想段階からのご相談(接合の方向付け)
3)端子・接点等部品の製作からの対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
4)試験、溶接条件販売、スポット溶接機の選択・販売支援![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。