
![]()
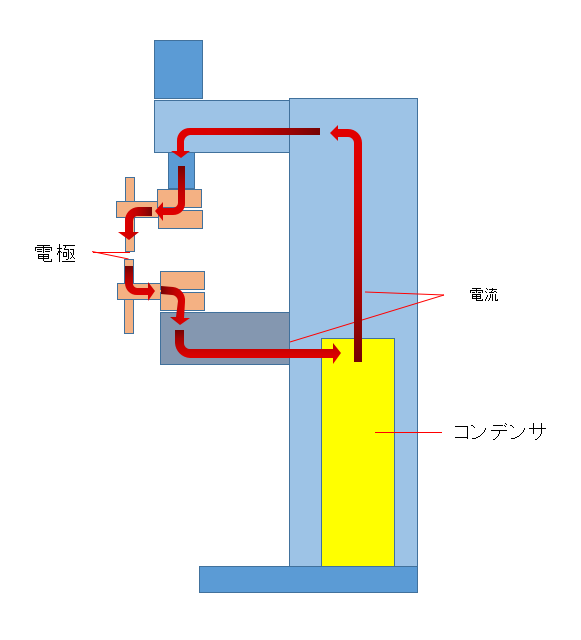
電気部品であるコンデンサは、電気を蓄えたり放出したりすることができますが、その蓄電・放出を抵抗溶接に使用して溶接を行う工法を、コンデンサ溶接と称しています。コンデンサ溶接の特徴は、蓄電された大きな値の電流を電極を通じて、瞬時に放出を行うことで薄板金属・小部品において大きな電気抵抗が生じ、プロジェクション(凸)や、融点の高い非鉄金属、異種金属の溶接を行うことができます。また、治具・電極の構造をもって、さまざまなワーク状態での溶接が行え、接合のバリエーションを広げることが可能です。
 コンデンサ溶接機 |
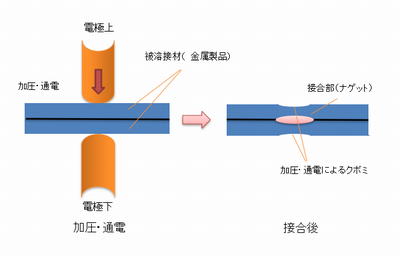 コンデンサに蓄電された電流を、電極を通じて瞬時に 被溶接材へと放出を行い、電気抵抗によるジュール熱を発生させ、 被溶接材を局部的に、発熱・溶融・接合を行う溶接工法です。 |
1)コンデンサ溶接の受託加工(溶接テスト・試作・量産)
2)各種溶接の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)秘密保持契約
8)全国対応
9)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()
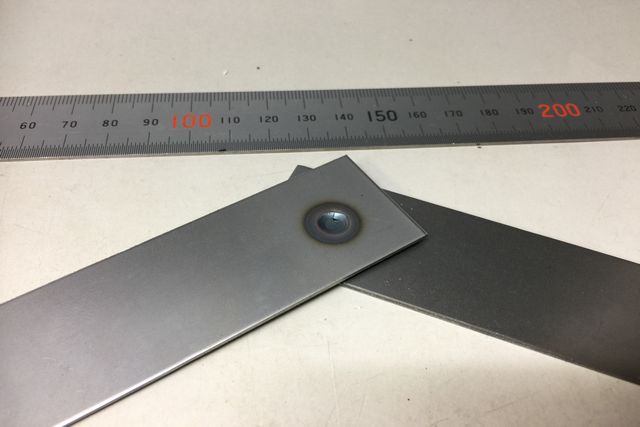
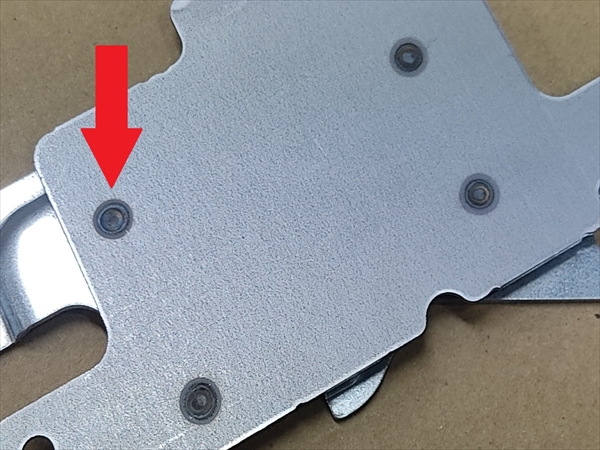
ステンレス金具のコンデンサ溶接 本体・部品のどちらかに凸があれば 良好な溶接が可能です。 |
真鍮とステンレスのコンデンサ溶接 ヒートバランスの差がある異種金属にも 良好な溶接が可能です。 |
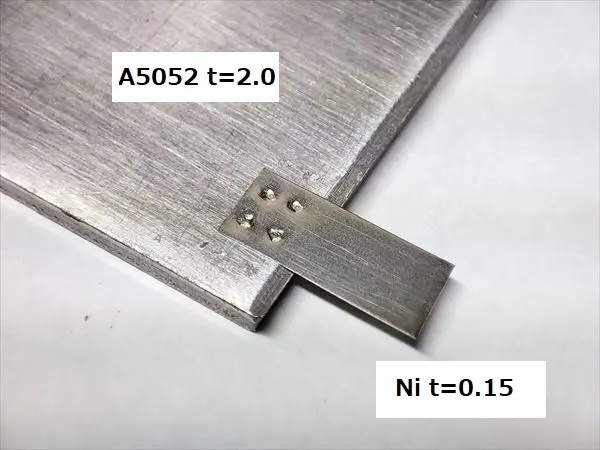
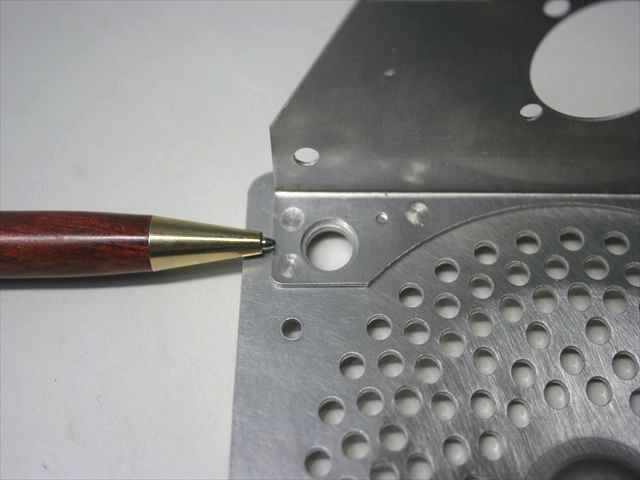 アルミのコンデンサ溶接 狭い溶接箇所への溶接が可能です。 |
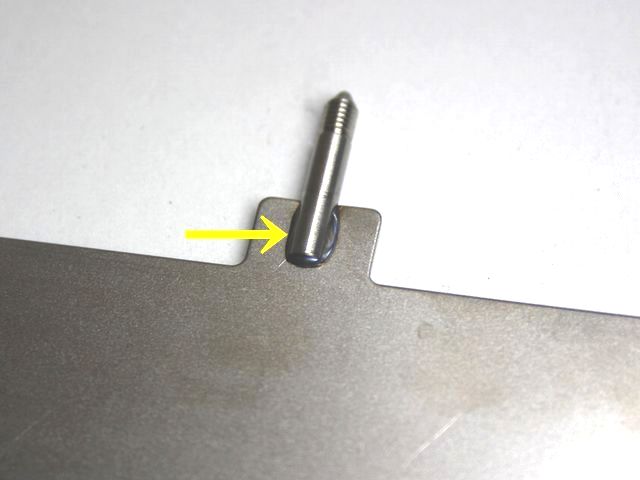
鉄ピンのコンデンサ溶接 ピンにリングプロジェクションを施すことに よって良好な溶接が可能です。 |
真鍮のコンデンサ溶接 真鍮材の溶接に適しています。 |
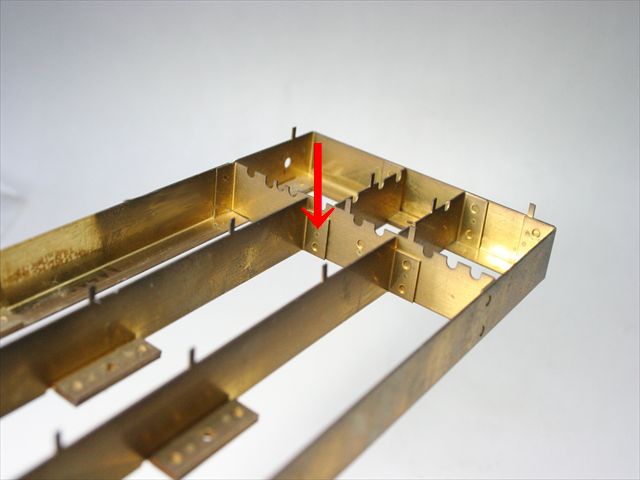
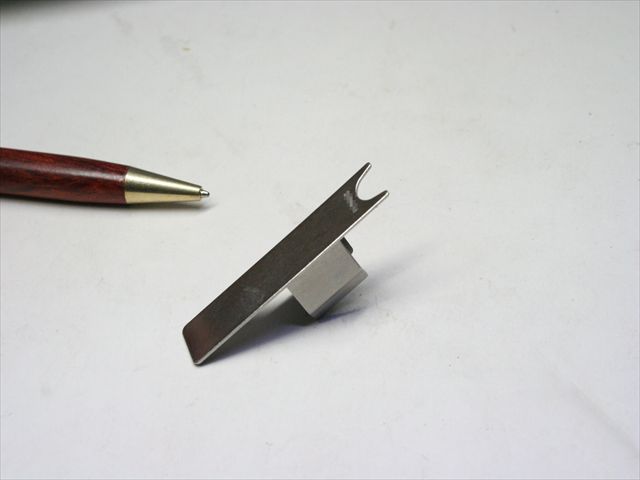 鉄コの字金具のコンデンサ溶接 プロジェクションを施し溶接する事によって、 相手側部品の表面に熱影響を押さえて溶接が可能です。 |
 鉄パイプのコンデンサ溶接 プロジェクションを施すことによって、 パイプの溶接が可能です |
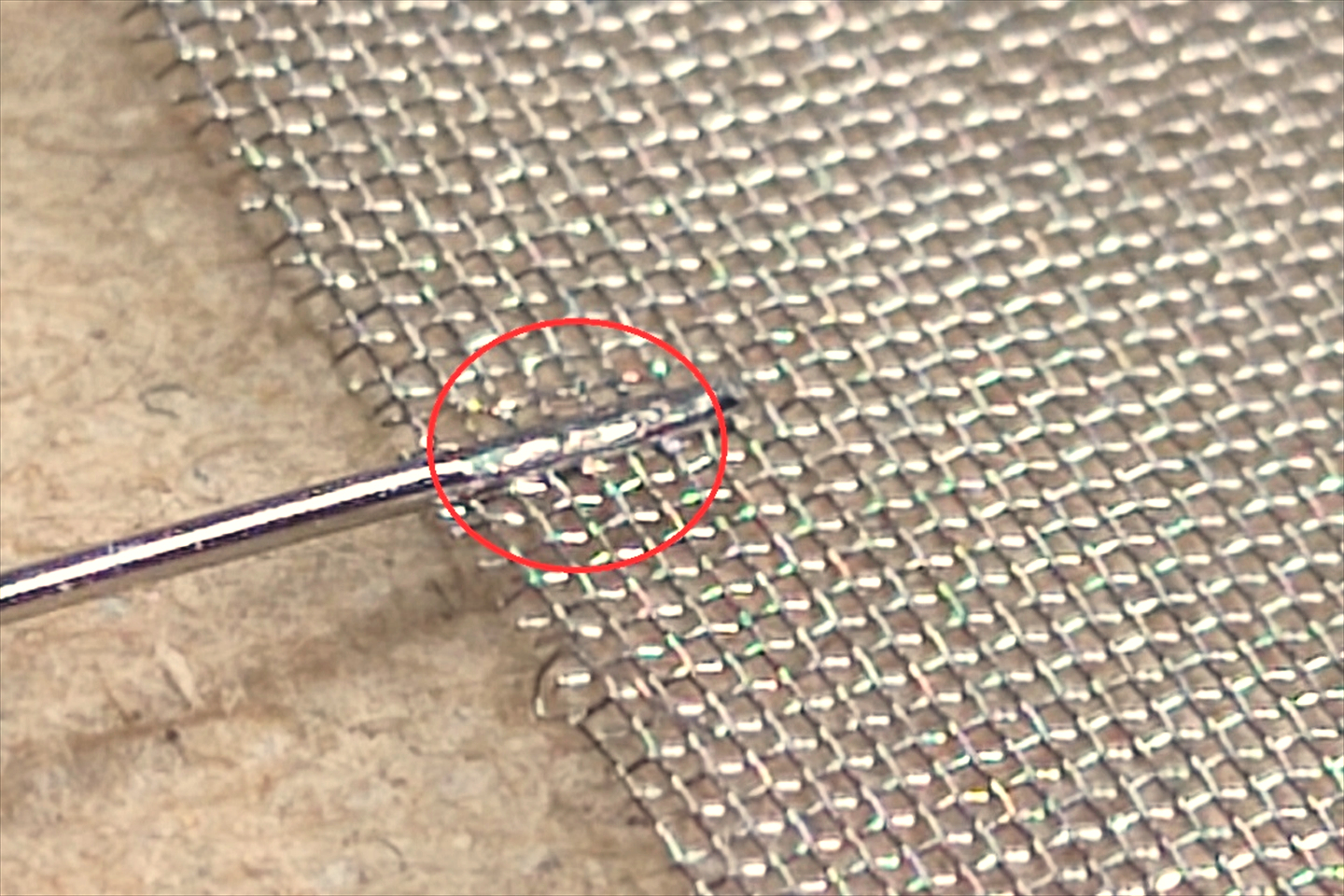
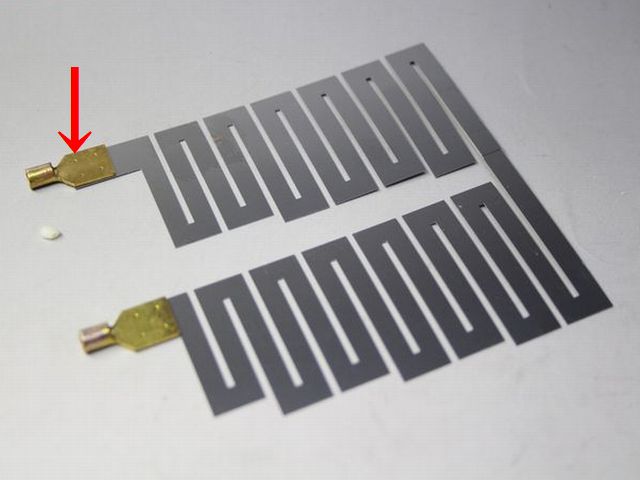
 リード線のコンデンサ溶接 リード線をダイレクトに溶接することが可能です。 |
 リード線のコンデンサ溶接 細径リード線の溶接が可能です。 |
 ボルトのコンデンサ溶接 ボルトの突き立て溶接が可能です。 |
 チタンピンのコンデンサ溶接 プロジェクションを施すことで良好な溶接が可能です。 |
 ステンレスピンのコンデンサ溶接 凸があれば良好な溶接が可能です。 |
| 鉄系 | SPCC(鉄)、ブリキ(スズ鍍金鋼材)、SK(生・焼き入れリボン鋼) |
| ステンレス系 | SUS304:BA、1/2H 3/4H・H・EH |
| SUS301:1/2H・3/4H・H・EH | |
| SUS316、SUS631、SUS430、SUS410 | |
| パーマロイ材 | 42アロイ、50アロイ、インコネル、インバー |
| 銅系 アルミ系 |
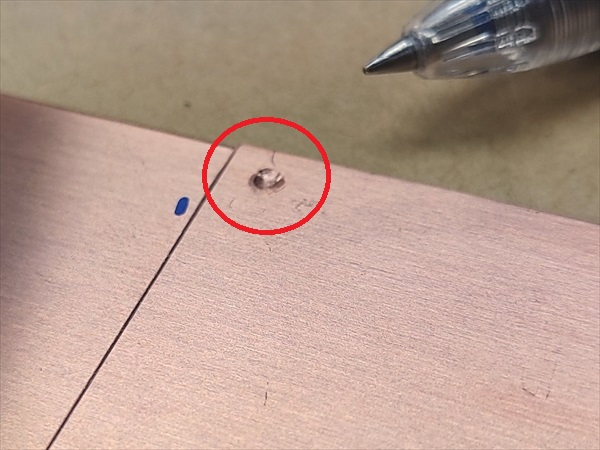
C1020(無酸素銅) |
| C2801(真鍮) | |
| C5210P(りん青銅板二種)、C5210(バネ用りん青銅板) | |
| C7521(洋白板二種)、C7701(バネ用洋白板) | |
| C1700、C1720(バネ用ベリリューム銅) | |
| A5000番、A6000番 | |
| その他 | チタン、プラチナ |
弊社へのご質問の多い材質、主流材質を記載していますので参考にしてください。

上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。