
![]()
| ご依頼数量 | 1個からの受託溶接(テストピース及び、予備品は必要です) |
|---|
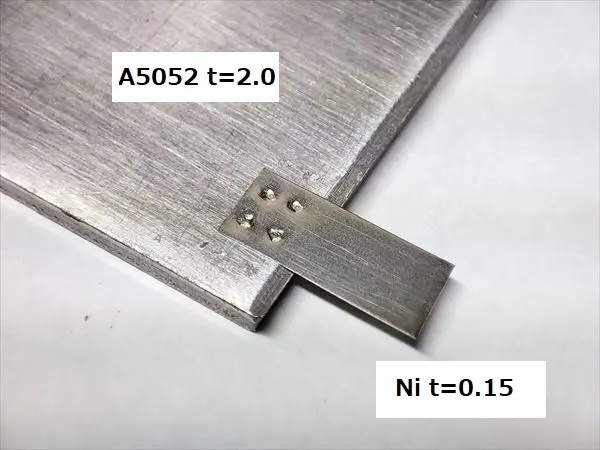
鉄材(SECC)とアルミ材のスポット溶接の事例です。
鉄とアルミの溶融温度と熱伝導率が大きく異なり、スポット溶接としては難易度が高いです。
鉄の溶融温度が約1500℃にt対し、アルミの溶融温度は約650℃であるため、アルミを溶かす温度では鉄は溶けず鉄を溶かす温度ではアルミが溶け切ってしまいます。
また、熱伝導率の高いアルミは熱が広がりやすく、加熱しすぎると接合箇所の周りまで一気に溶け出してしまいます。そのため、溶接できる条件が非常に狭いのですが、蓄積された溶接条件のデーターをもって、安定した溶接強度をご提供しています。
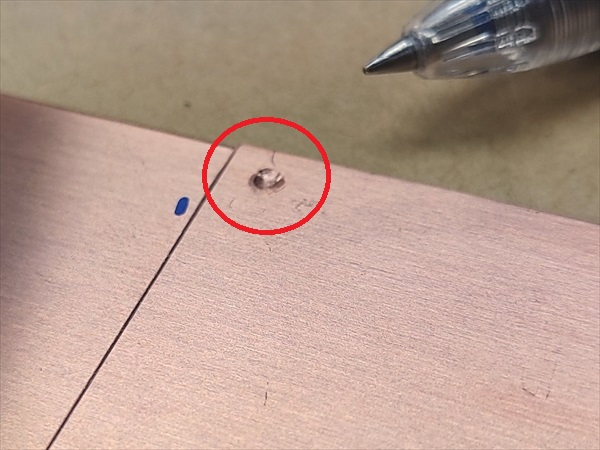
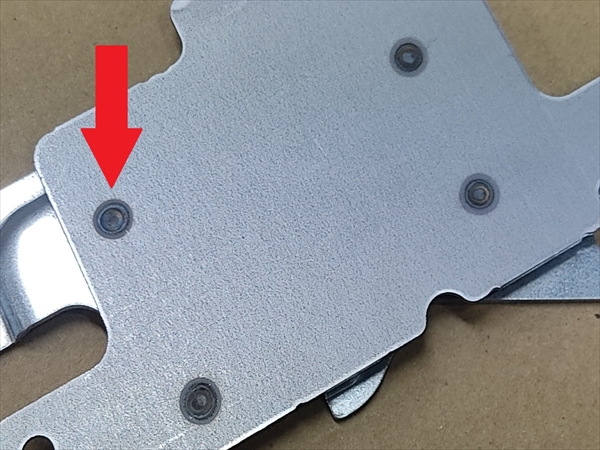
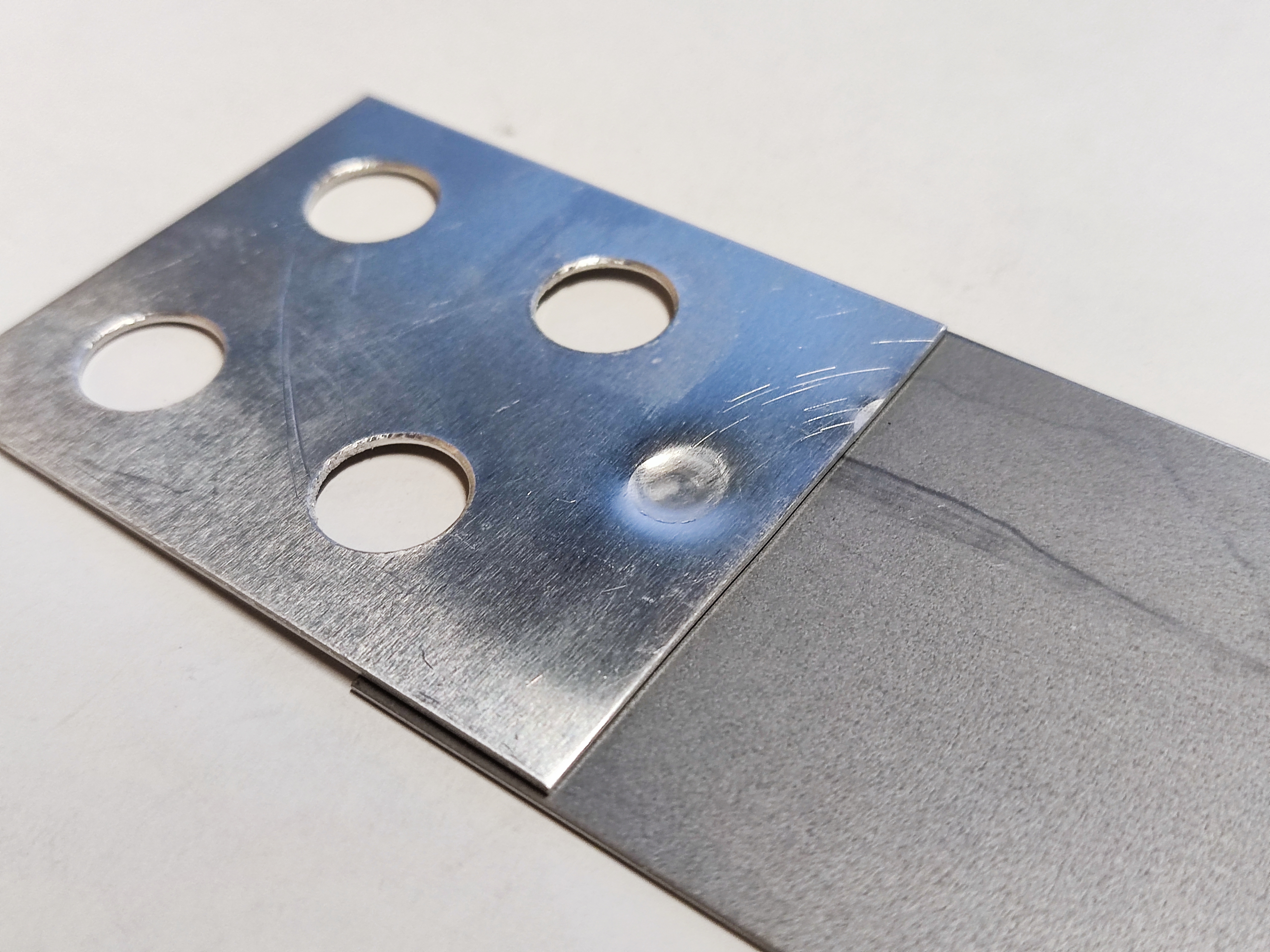
破壊検査(ピール検査)にて溶接強度を確認しました。
母材に穴が開く程の、十分な強度が出ていることが確認できます。
ピール試験後の状態
母材に穴が開く程度の強度が出ている
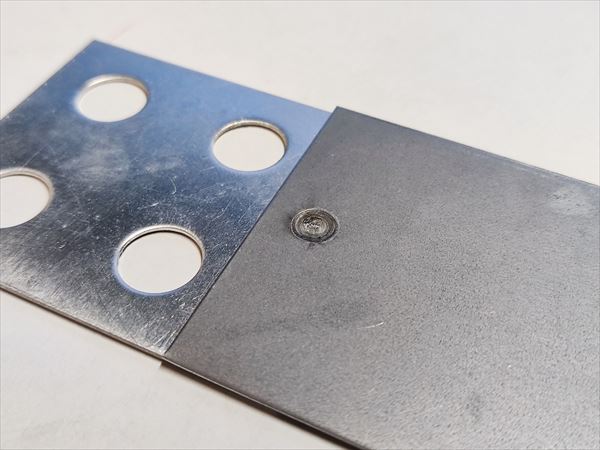
ピール試験前の状態
中央の丸くなっている部分がスポット溶接部
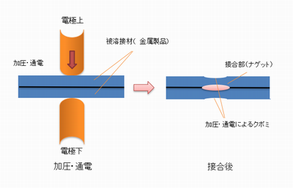
スポット溶接やプロジェクション溶接などの抵抗溶接は、他の溶接方法とちがい、外部から熱エネルギーを加えて
母材や溶加材を外側から溶かすのではなく、電極で挟み込み電気を流すことにより抵抗熱(ジュール熱)を発生させ
材料間(内部)で溶融または拡散接合させる溶接方法です。その特性のため他溶接方法で溶接が難しい場合でも溶接出来る可能性を秘めています。
異種金属溶接の詳細は、こちらから
画像クリックで
スポット溶接の解説ページへ

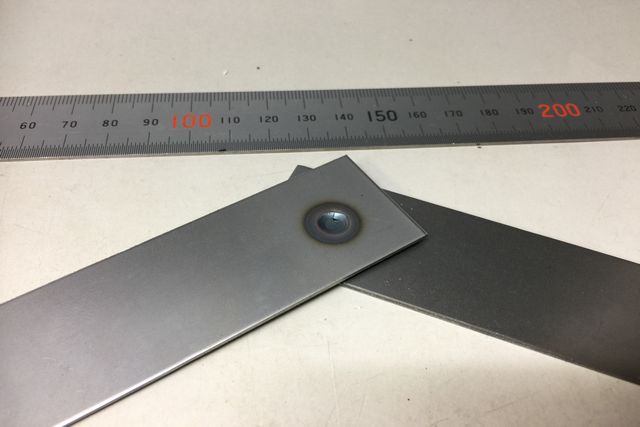
銅と鉄材のスポット溶接事例
可否テスト(有償)から試作・量産までご対応いたしますのえお気軽にお問い合わせください。
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術をもって約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工
10)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。