1)各種溶接の受託加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作(こだま社内用)
4)秘密保持契約(有償)
◆対応材質
鉄・銅・プラチナ・マグネシウム合金・アルミ合金・モリブデン、タンタル・ニッケル・ステンレス・チタン・パーマロイ・インコネル・インバー等
銅×ステンレス、インコネル×ハステロイ、ステンレス×モリブデンなど様々な組み合わせに対応しております。
ただし、異種金属の溶接は溶融温度や熱膨張率の違いにより非常にシビアな条件での溶接となります。
そのため少し形状が違う場合でも溶接の可否が変わってしまいます。
お問合せの際には、どのような材質の組み合わせかだけでなく、形状についても記載漏れなくお問合せください。
| 接合工法 | 同種金属 | 異種金属 | |
| 抵抗溶接 | ◎ | ◯ | |
| 溶融溶接 | ティグ、アーク溶接 | ◎ | ◯ |
| レーザー溶接 | ◎ | ◯ | |
| 電子ビーム溶接 | ◎ | ◯ | |
| 固相接合 | 摩擦圧接 | ◎ | ◯ |
| 超音波接合 | ◎ | ◯ | |
| ロウ接 | ロウ付け、真空ロウ付け | ◎ | ◎ |
| 接着 | 接着材 | ◎ | ◎ |
| 機械的締結 | ボルト・リベット・カシメ | ◎ | ◎ |
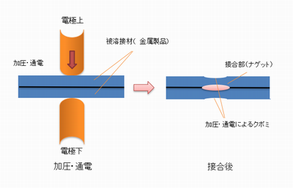
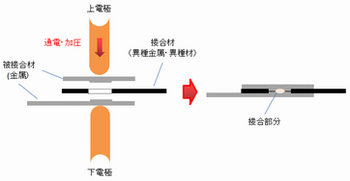
スポット溶接とは、母材2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで
電気抵抗により材料が局部的に発熱し、溶融して異種金属を溶接する工法で、抵抗溶接としては、ポピュラーな工法です。
詳しくは、こちらから
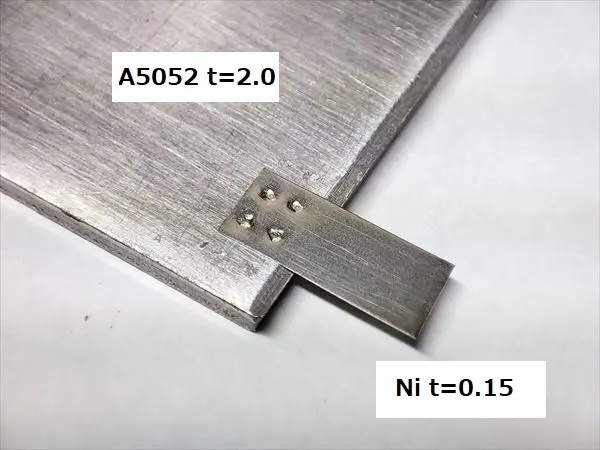
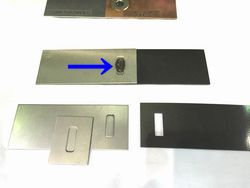
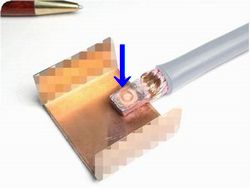
スポット溶接などの抵抗溶接は、他の溶接とは違い外部からアークやレーザーなどの熱源を加えるのではなく素材自体を発熱させ、接触部のごく限られた部分のみを電極で固定しながら溶接するという特殊な溶接方法であるため、他の溶接方法では難しい異種金属の溶接でも溶接出来る可能性を秘めています。下記は鋼板とアルミ板のスポット溶接事例です。

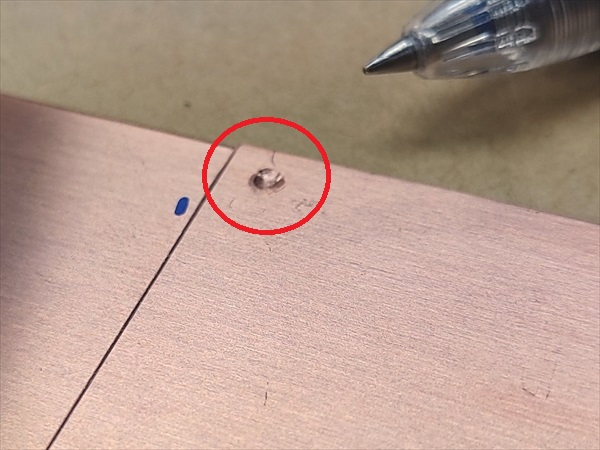
左の画像がスポット溶接した画像です。板厚が薄く、アルミの幅が狭く柔らかいこともあり歪が大きく出ていますがしっかり溶接できています。右の画像はピールテストで剥離した状態です。スポット溶接した部分でナゲットが形成され、しかっかりと溶接されていることが判ります。
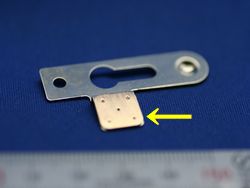
異種金属板や焼結板などを、片側(通電可能材)に突起(円・小判・四角)に施し、片側に穴(円・小判・四角)を開けて、重ね合わせ、もう1ピースの板(異種金属・非通電材)を挟み込み、突起(円・小判・四角)部のみ、スポット溶接、または、プロジェクション溶接で、接合(リベッティング)する工法です。
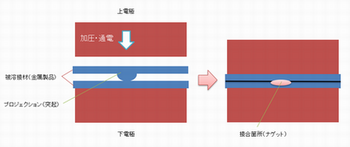
プロジェクション溶接とは、部品のどちらか一方に、プロジェクション(突起部)をプレスで設けて、
治具電極に溶接する部品同士をセットして、プロジェクション(突起)部を加圧し 大電流を突起部に流すことによって生じる
発熱でプロジェクション(突起部)を溶かし、異種金属の部品同士の溶接を行 う抵抗溶接の一種です。
詳しくは、こちらから
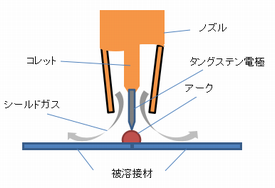
ティグ溶接とは、電極にタングステンを使用してアークを放出し、不活性ガスと酸素をアーク熱により
燃焼させ、その燃焼熱で溶接する、異種金属の溶接工法です。
詳しくは、こちらから

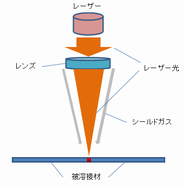
レーザー溶接とは、光源をレーザー素子にあて、誘導放出現象を起こし強力なレーザー光化を行い、集光して金属に照射し、
金属を局部的に溶かし固めて、異種金属を溶接する方法です。
詳しくはこちらから


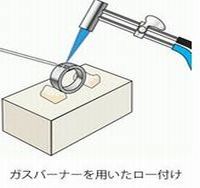
ロウ付けとは、接合する部材(母材)よりも融点の低いロウ(銀・真鍮)を溶かして、
可燃性ガスを燃焼させたり、抵抗溶接機を使用して発熱させて、 ロウを溶かし、
異種金属の部品間にロウを浸透させ、冷却する接合方法です。
詳しくはこちらから

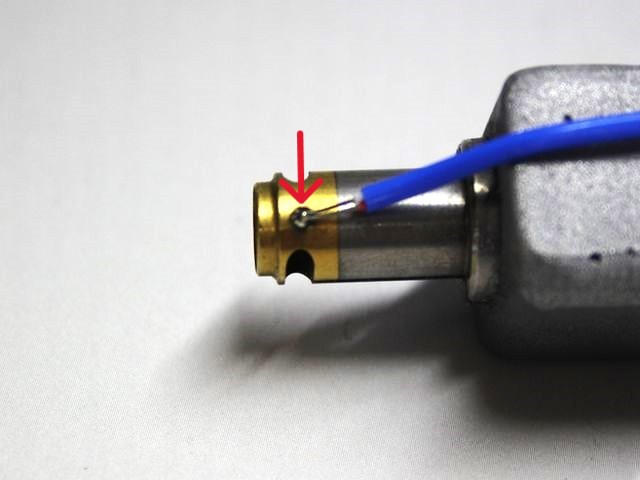
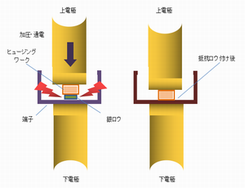
溶接させる部品の溶接部に、個体のろう材を挟み込み、部品に電流と加圧を与えることで、部品は発熱をおこし、融点の低いろう材が溶けて溶接される方法です。ブスバー(バスバー)や、電気接点、眼鏡などの溶接に適合します。
詳しくはこちらから
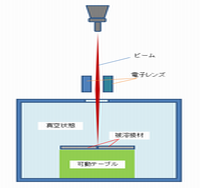
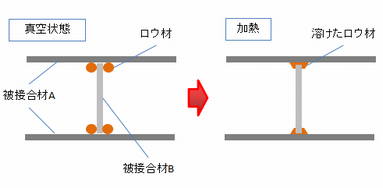
真空ろう付けとは、炉の中を真空状態にしてから加熱し、母材を溶かすことなく、ロウ材のみを溶かし、異種材を、
接合する方法です。炉内の温度を高精度に管理調整できるため、精密部品の接合にも適しています。
母材自体を溶融させずに接合が可能なので、複数の部材を接合させることができます。
詳しくはこちらから
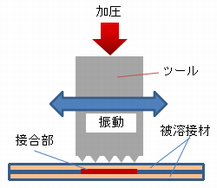
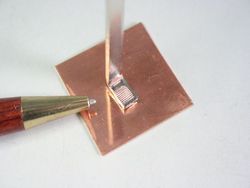
接合させる部品に、超音波振動と加圧を行い、金属原子間の引力を利用して固相接合状態を作り出し接合する方法。
バッテリー電極や、端子の溶接などに用いられています。
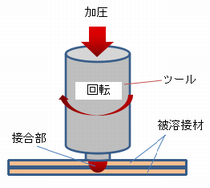
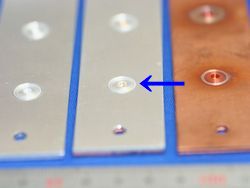
材料を回転させ、一定の圧力(摩擦圧)で押付け合うことで、接合面は摩擦熱により高温層となり、その後回転制止して強く加圧することで固相接合させる接合方法。主に自動車をはじめ、航空機、工作機械等の異種金属のシャフトの接合などに用いられていますが、薄板金属の接合の場合は、ツール先端に先端に突起を施したモノを回転させながら、重ね合わせた金属板に押し付け、突起部に接する金属板とに、摩擦熱を発生させて、その後ツールの回転を制止して加圧を行い固相で接合を行います。
1)秘密保持契約
2)各種溶接の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)全国対応
異種金属溶接の受託加工については、お気軽にお問い合わせください!!
担当:技術営業 村川
![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。