![]()
一般的に亜鉛メッキ鋼板とは、メッキ浴に浸漬する溶融亜鉛メッキ鋼板と、電気メッキによって鋼板の表面に亜鉛をつけた溶融亜鉛メッキ鋼板を指します。溶融亜鉛メッキ鋼板は、鋼板を亜鉛メッキ層で覆うことにより鋼板の耐久性を向上させたもので、製造方法から安価で耐食性は高いのですが、メッキ層が厚くプレス成形性は劣り、溶接性は低い材料です。
電気亜鉛メッキ鋼板は、鋼板の表面に電気的に亜鉛をつけたもので、錆に対する強さや耐食性だけでなく、プレス成形性・溶接性が高い材料ですが、溶融亜鉛メッキに比べて高価な材料になります。ボンデ鋼板、ジンコート、ジンクライト、シルバートップ、エクセライトなどの各製造メーカによってさまざまな名称が使われています。
ここでは、溶接性の低い溶融亜鉛メッキ鋼板のスポット溶接を中心に、事例を含めてご紹介します。
スポット溶接(抵抗溶接すべて)における溶融亜鉛メッキ鋼板は、厚いメッキ層が連続的に電極に付着することによって、溶接通電が流れにくくなり、溶接の妨げになります。溶接の品質を上げるには、スポット溶接における電極の亜鉛皮膜の除去が鍵となります。亜鉛皮膜の除去においては経験値となりますが、正確な認識が得られれば、安定した溶接品質が保てます。
※材料によって亜鉛皮膜が極めて厚いものがありますが、その場合はスポット溶接は避けた方が無難です。
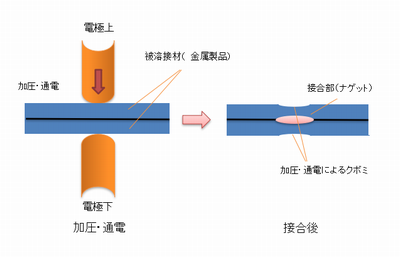
スポット溶接(抵抗スポット溶接)とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧を行い、加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。
抵抗溶接の一種として、もっともポピュラーな工法で、自動車や家電等あらゆる分野で用いられています。
※加工・製作事例は、こちらから
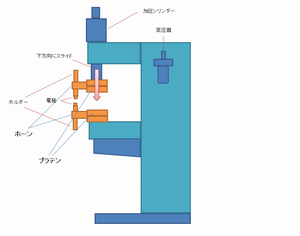
抵抗スポット溶接機の構造(エアー式)

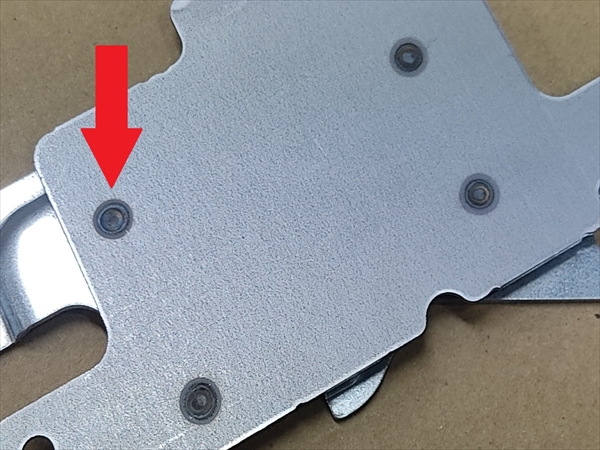
溶融亜鉛メッキ鋼板のスポット溶接
※スポット溶接部は、相手側母材
が契れるほど強度が出ています。
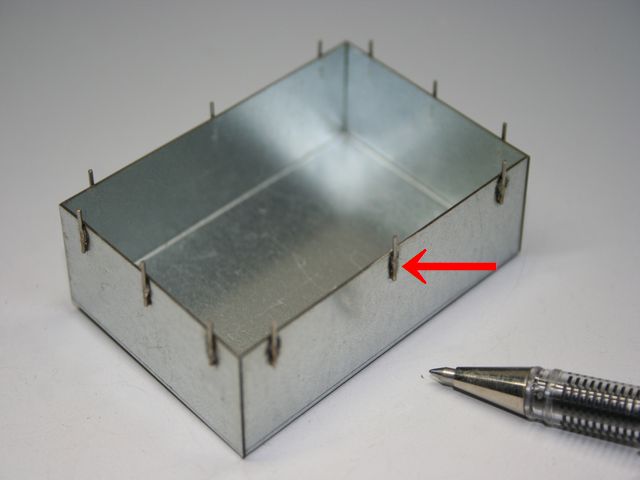
溶融亜鉛メッキ鋼板のスポット溶接
※スポット溶接部は、相手側母材
が契れるほど強度が出ています。

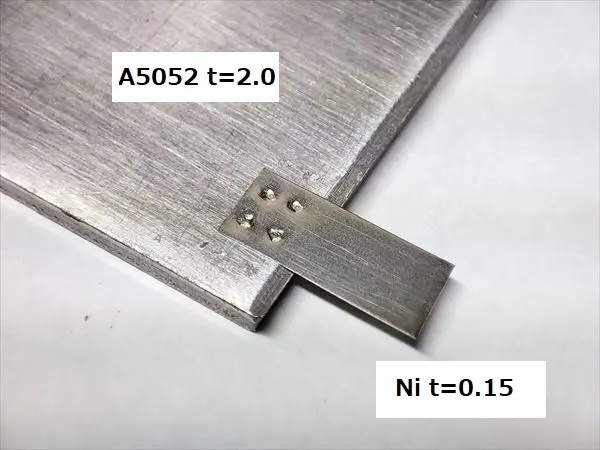
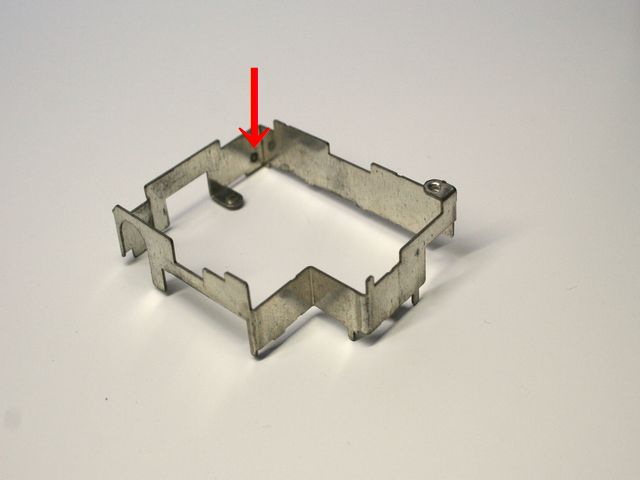
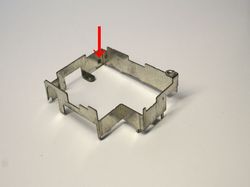
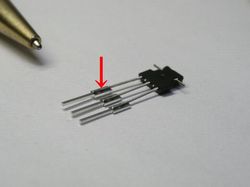
溶融亜鉛メッキ鋼板と線材のスポット溶接
※スポット溶接部は、線材が契れる程
強度が出ています。
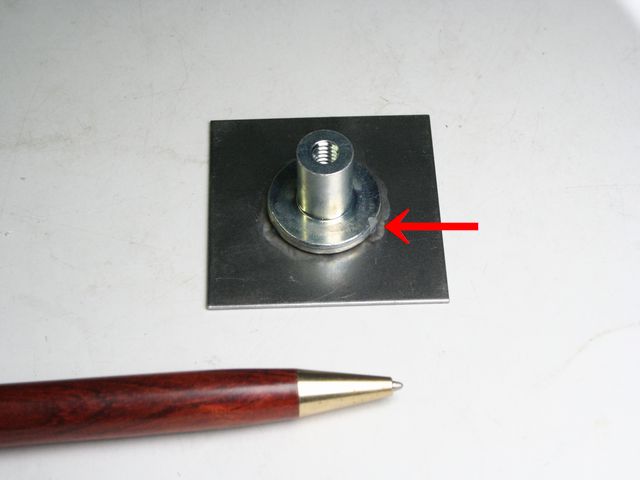
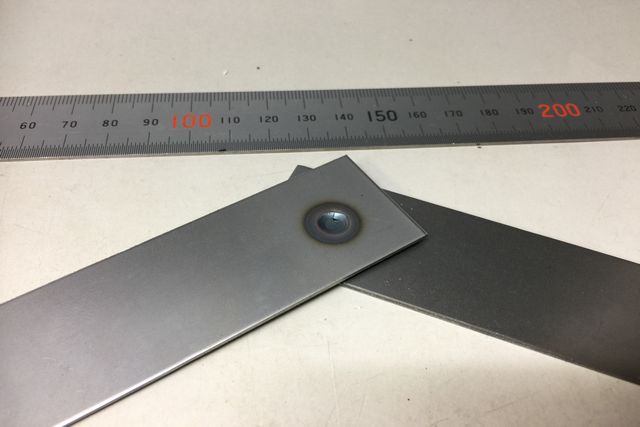
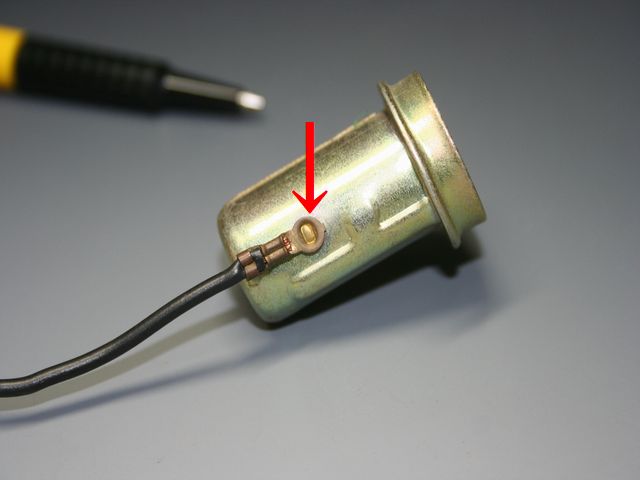
溶融亜鉛メッキ鋼板と雌ネジの
プロジェクション溶接
※プロジェクション溶接部は、
相手方母材が契れる程、強度が出ています。

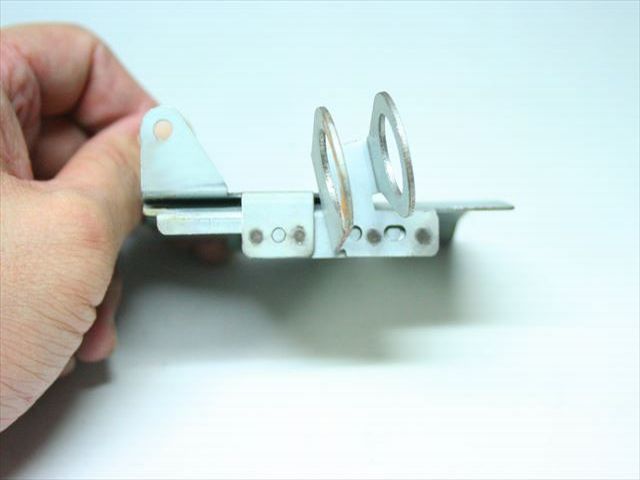
溶融亜鉛メッキ鋼板と雄ネジの
プロジェクション溶接
※プロジェクション溶接部は、
相手方母材が契れる程、強度が出ています。
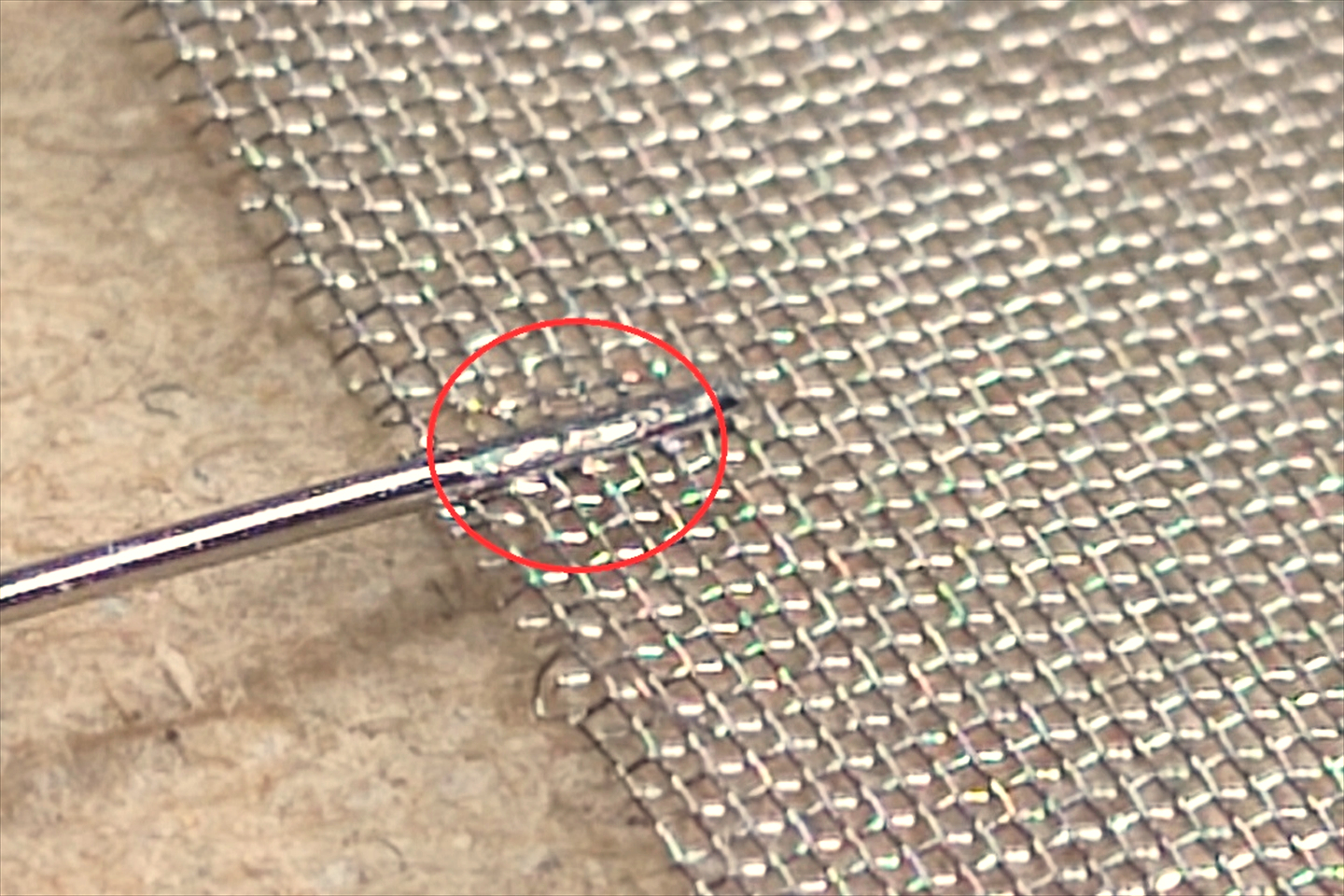
溶融亜鉛メッキ鋼板と線材のスポット溶接
※スポット溶接部は、線材が契れる程
強度が出ています。
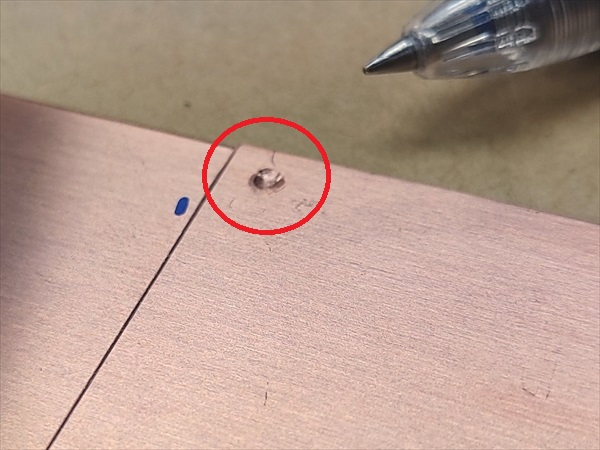
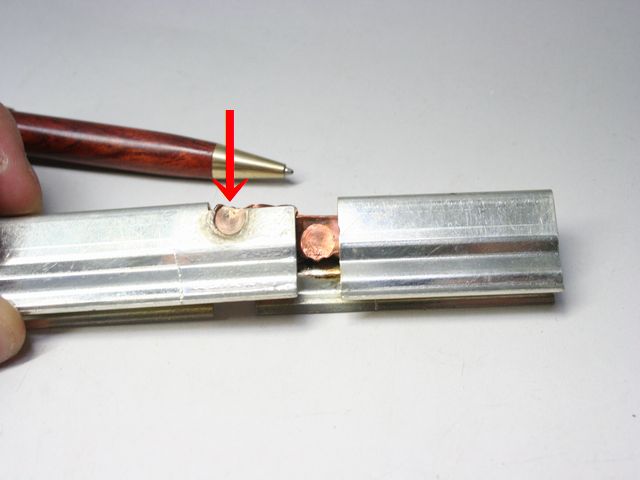
溶融亜鉛メッキ鋼板と銅板のスポット
※スポット溶接部は、相手側母材
が契れるほど強度が出ています。
溶融亜鉛メッキ鋼板と銅材の抵抗ロウ付け
※通電性重視の接合方法なので、強度は
ロウ材の材料強度になります。
電気亜鉛 メッキ 鋼板 のスポット 溶接
※スポット溶接部は、相手側母材
が契れるほど強度が出ています。

電気亜鉛 メッキ 鋼板 のスポット 溶接
※スポット溶接部は、相手側母材
が契れるほど強度が出ています。

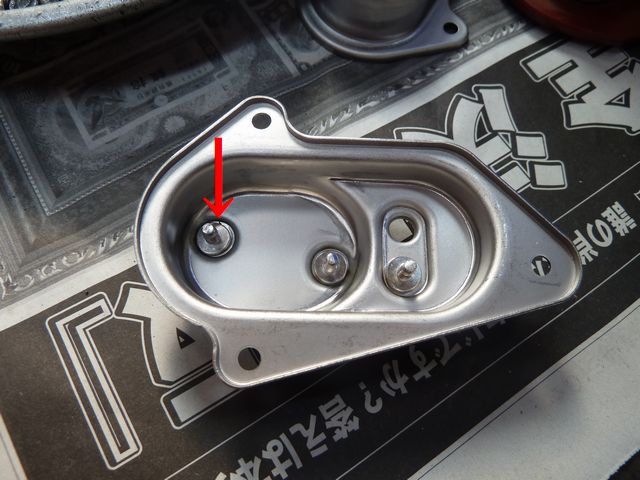
SPPCC板とボルトのスタッド溶接後に、亜鉛メッキを施した事例です。
小部品などは、溶接後にメッキをすることで、溶接時の経験値が大いに軽減できます。
1.各種成形加工:金型レス・簡易金型製作で1個からの対応は、こちらから
2.材質に合わせた、溶接方法の選択、各溶接の受託加工
3.治具電極製作及び金型製作
4.豊富な薄板金属の在庫
5.部品製作(金型レス製作で、1個からの対応)
製作内容に合わせた、適切な製作方法の選択
6.表面処理(対応不可な場合もあります)
7.全国対応
8.秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。