![]()
| 材質 | ステンレス(SUS443CT) t1.0 |
|---|---|
| ご依頼数量 | 少量より対応 |
無酸化スポット溶接とは溶接時のナゲット(溶接痕)に空気が触れないようにし、酸化を抑える溶接法です。酸化を抑えることにより、電解研磨・バフや酸洗いなどの後工程を省きたい(大幅なコストダウン)場合や、出来ない製品の場合に有効です。※特にステンレスヘアーライン材に有効です。

無酸化スポット溶接例
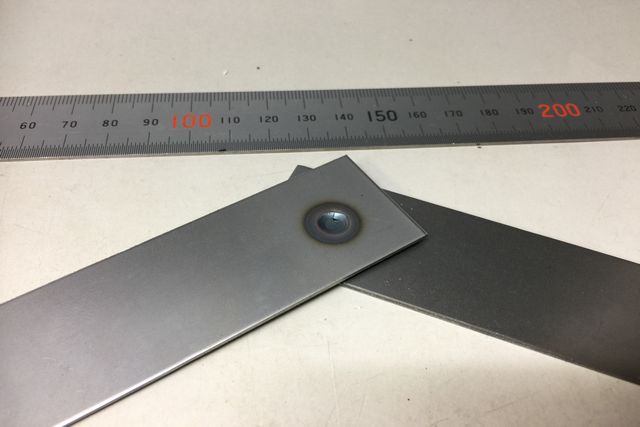
通常のスポット溶接(酸化有り)
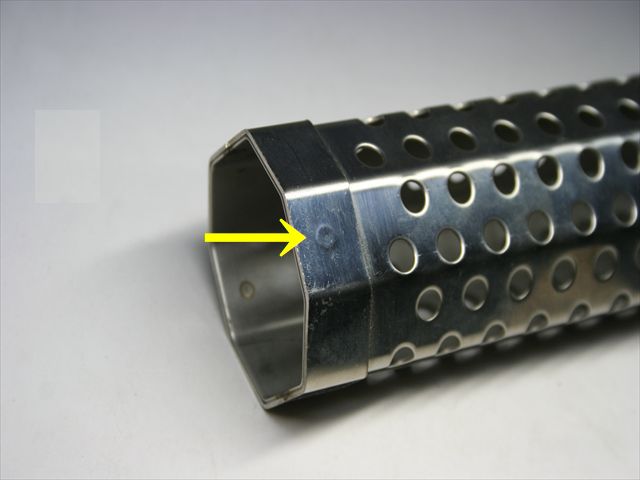
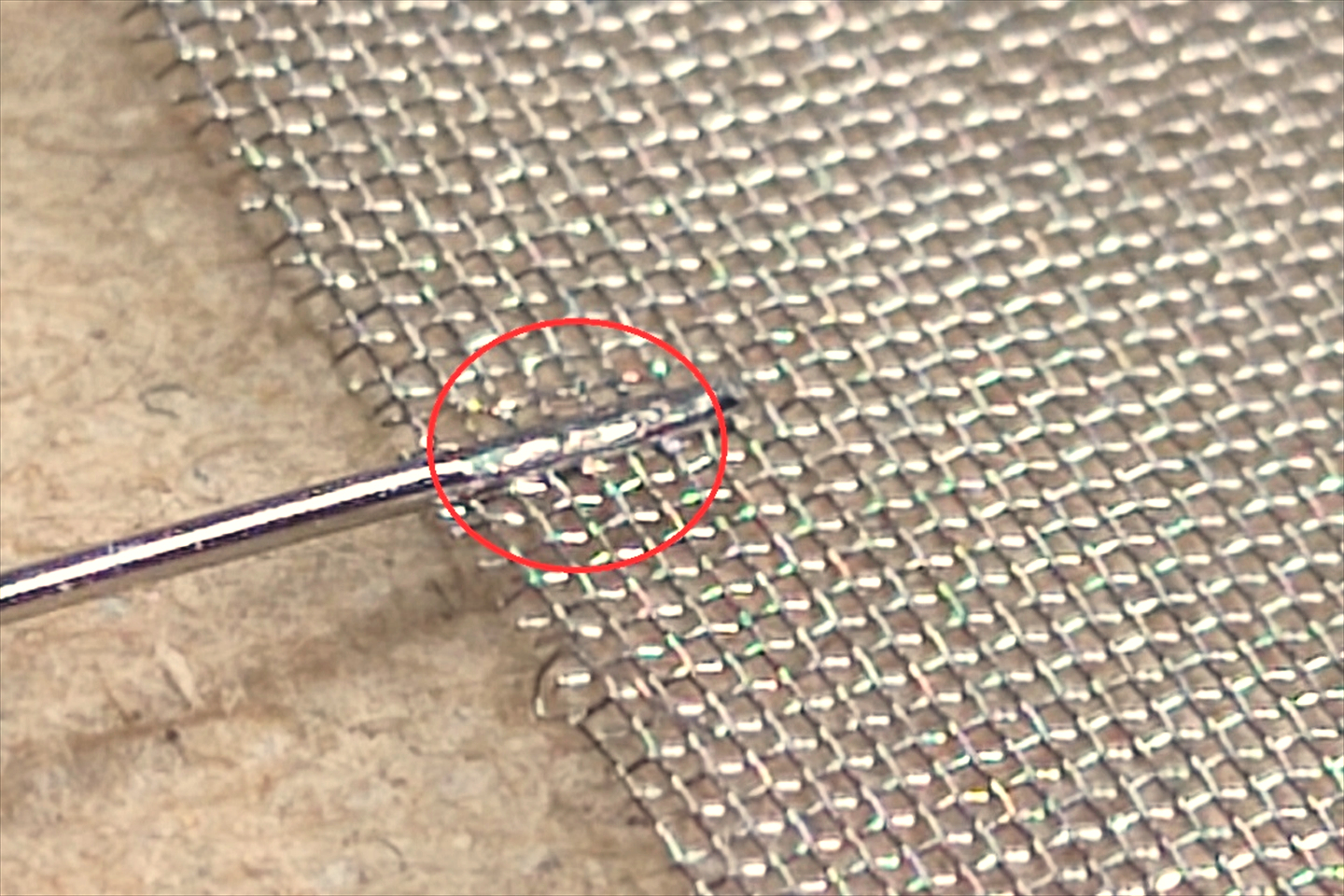
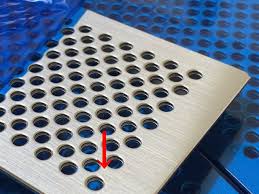
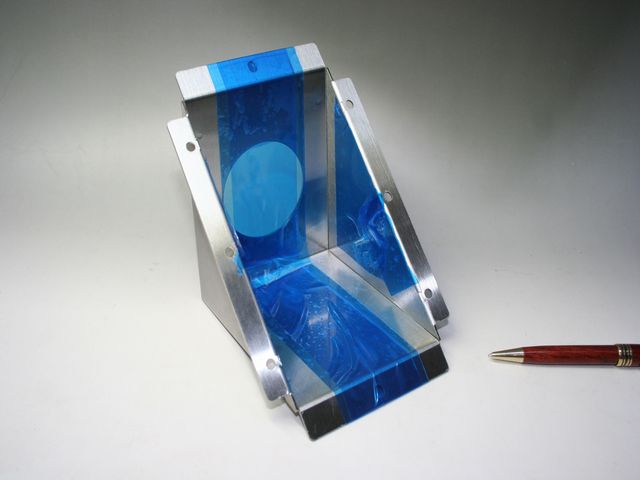
画像は、ステンレス(SUS443CT)t1.0の無酸化スポット溶接のテスト事例です。
※SUS443CTは,SUS304と同等品でニッケルフリーのニッケル相場に価格が左右されない材料です。(参考事例)
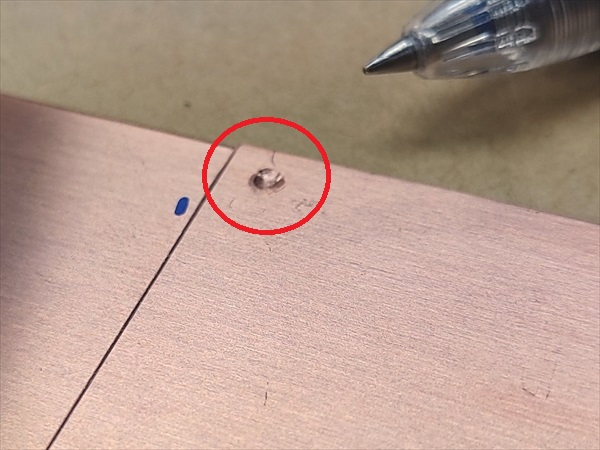
一般的に行われているスポット溶接(ナゲット部分)
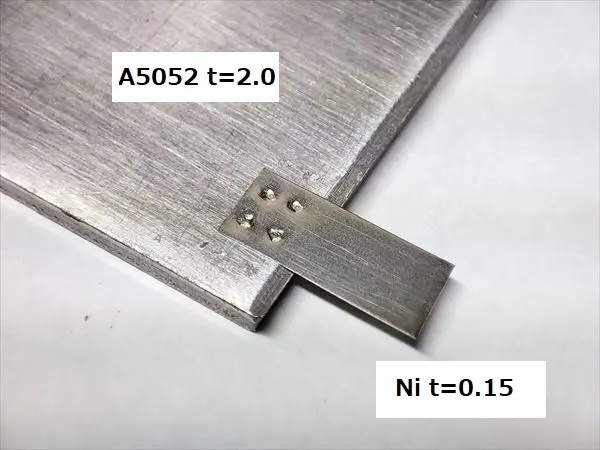
※用途的に、ステンレス材が主流になりますが、t2.0以下の材料に有効です。
ステンレス・ヘアーライン材
無酸化スポット溶接 表面

ステンレス2B材
無酸化スポット溶接 表面
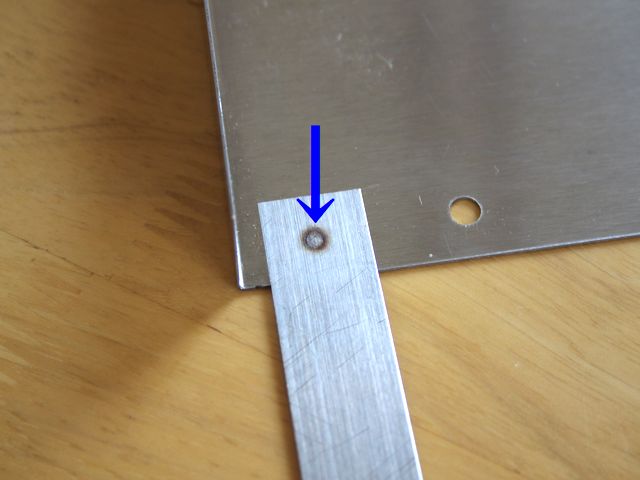
ステンレス・ヘアーライン材
無酸化スポット溶接 裏面

ステンレス2B材
無酸化スポット溶接 裏面
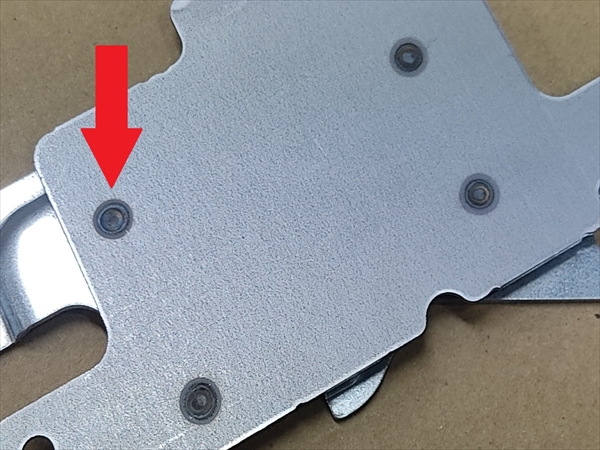
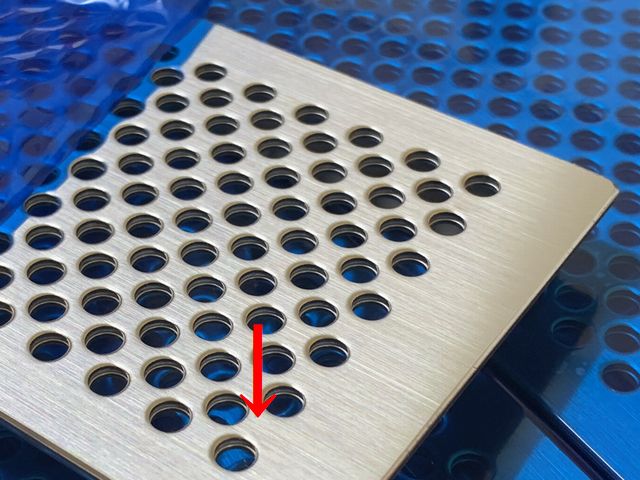
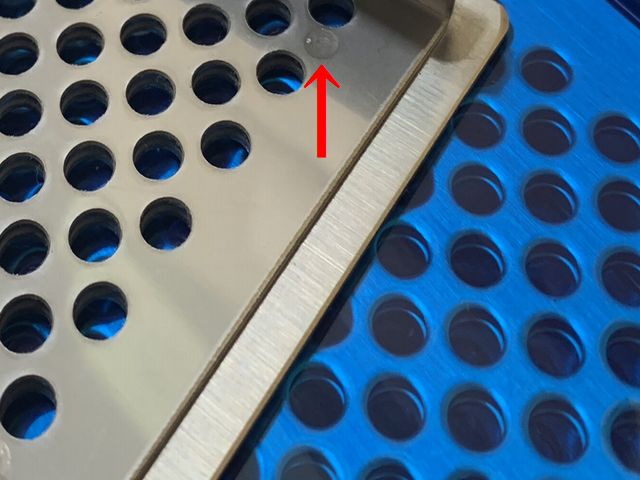
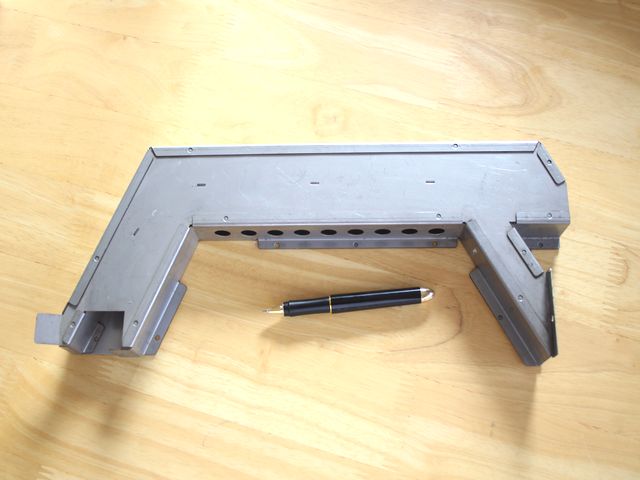
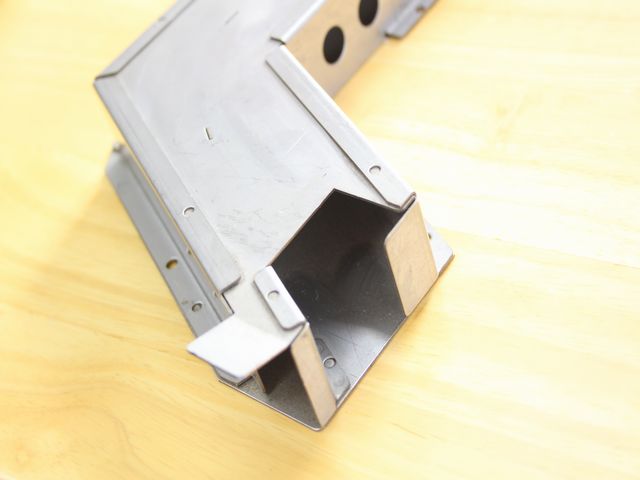
パンチング材の無酸化スポット溶接ですが、画像右側に見られるように、裏面はパンチング材に限らず、スポット溶接の圧痕(ナゲット)はきつくなります。また、パンチグ材の穴付近は、溶接時に流す電流の逃げ方が不安定になりやすく、場合によっては焼けがでてしまうことがあります。
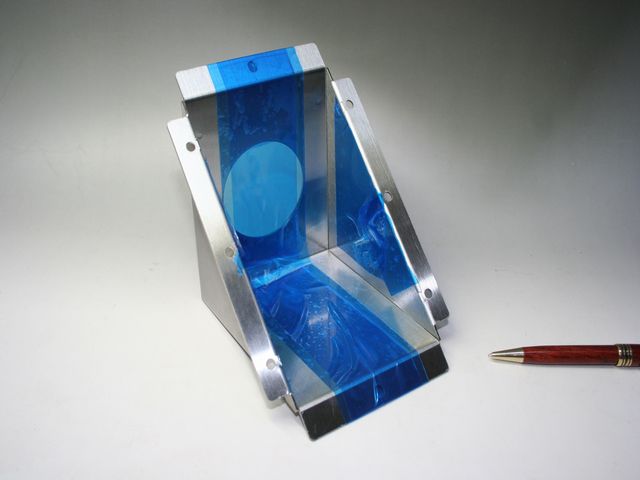
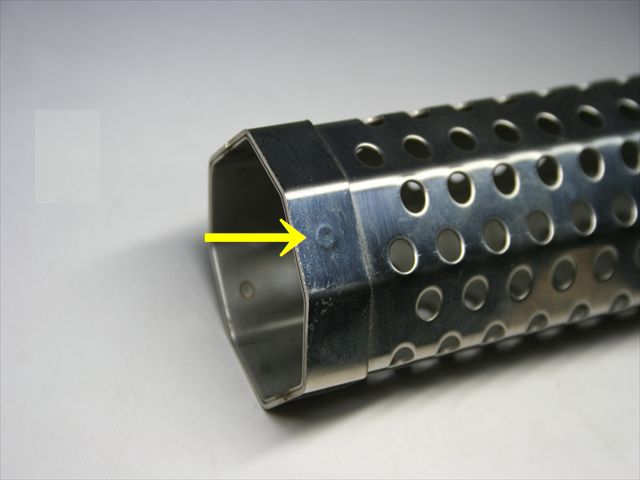
無酸化スポット溶接には、電極による加圧が重要要素となり、筐体では難度が上がりますが、
独自電極(自社製)によって適切な加圧を加えることで、無酸化スポット溶接が可能です。
※治具電極製作技術の詳細は、こちらから
ステンレス・ヘアーライン材
無酸化スポット溶接 表面
ステンレス・ヘアーライン材
無酸化スポット溶接 裏面
ステンレス・2B材
無酸化スポット溶接組立
ステンレス・2B材
無酸化スポット溶接組立
※拡大しなければ、どこで溶接してるのか分かりにくい

ステンレス・2B材
無酸化スポット溶接

ステンレス・2B材
無酸化スポット溶接
1)秘密保持契約
2)スポット溶接を始めとする、各種溶接・接合の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)全国対応
8)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。