![]()
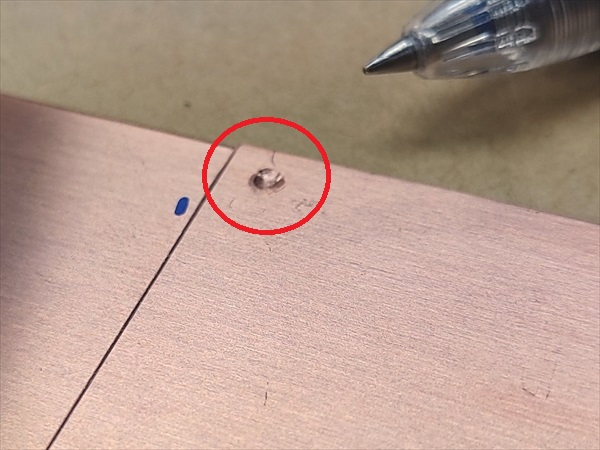
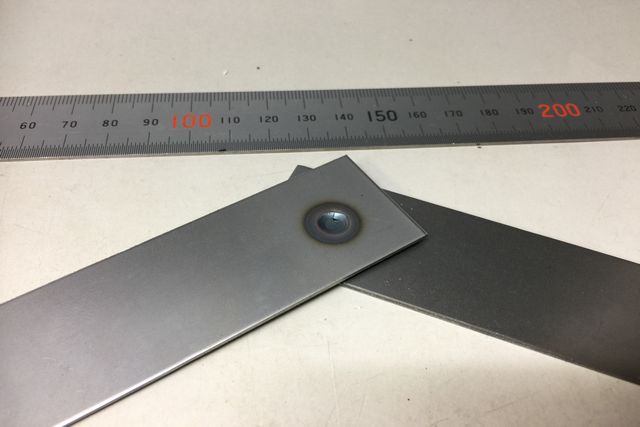
銅、真鍮は共に導電率が良く、抵抗溶接であるスポット溶接では難易度の高い溶接となります。
また、真鍮はスポット溶接の条件が狭く、ノウハウが必要であり、銅とのヒートバランスも違うため、
さらに溶接条件が狭くなります。
弊社では長年のノウハウで銅と真鍮のスポット溶接でも安定した加工が可能です。
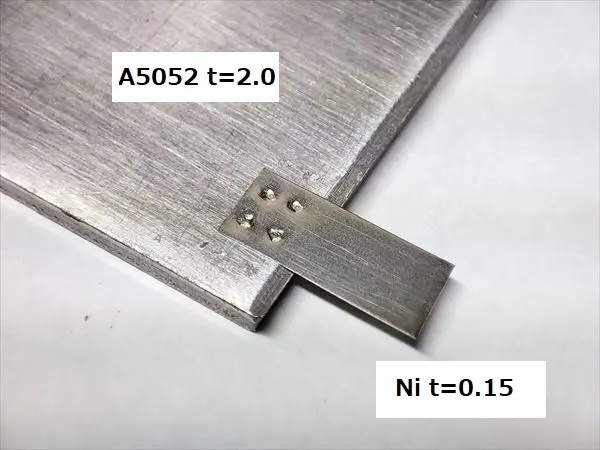
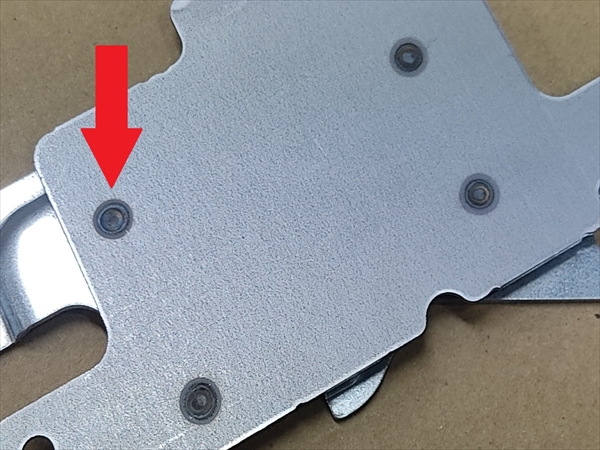
真鍮のスポット溶接は上記記載の通り、溶接条件が狭くなっております。溶接の出力が低いと溶接されず、出力が高いと溶接部が爆飛(爆竹のような音と共に溶けた部材が飛散する)が発生します。
上記現象が起こらないよう安定してスポット溶接する技術を弊社では提供しています
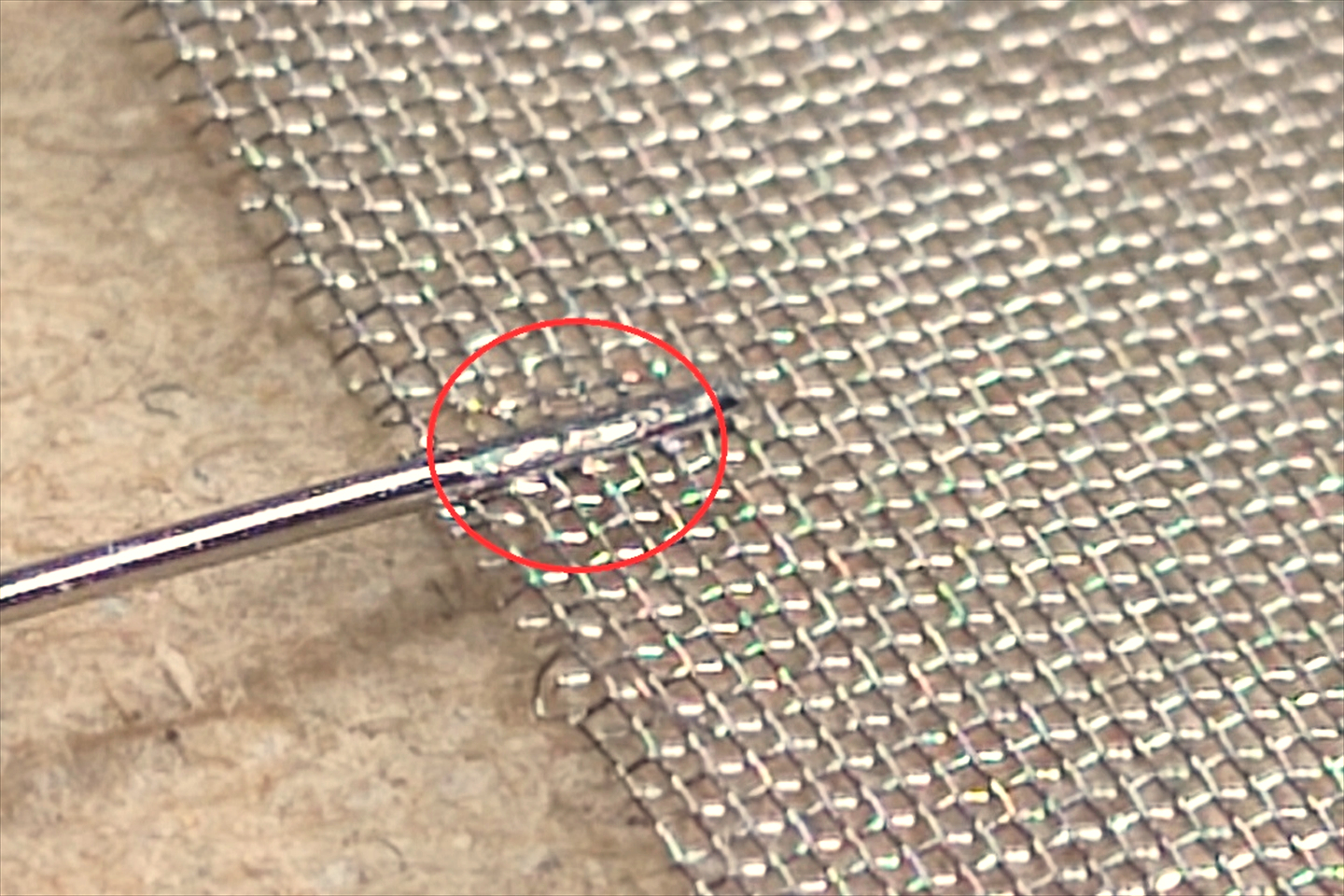
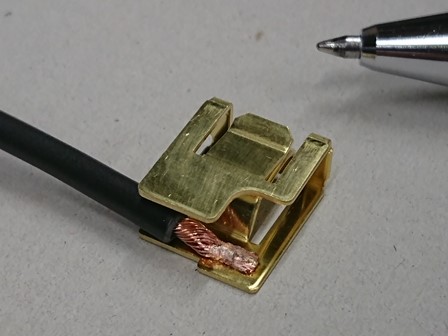
銅線を溶接する際、撚線の溶接されていない部分が数本出てくる場合があります。
これは溶接条件を整えることで解消可能ですが、ヒュージング加工(詳細はリンク先)でも
防止可能です。ヒュージング加工後にスポット溶接を行うことで出力を抑えたスポット溶接を
可能にし、部材への溶接熱影響を少なくすることが出来ます。
線径が太い場合にヒュージング加工を用いることが多いですが、今回のように線径が細い場合でも対応可能です。
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工
10)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。