ロウ付け(ろう付け)
|
真鍮パイプのロウ付け |
真鍮とステンレスのロウ付 |
SKDと超硬のロウ付け |
銅合金と真鍮のロウ付け |

ロウ付け(ろう付け)とは、部品の接合方法の一種です。
一般的には接合しようとする部品と部品をガスバーナー等で加熱し、加熱された部品間にロウ材を溶かして流し込み接合する工法です。接合したい部材自体を溶かさないので・溶融条件の違う材質の接合、溶融してしまうと脆くなる材質の接合、溶融温度の高い材質の接合等さまざま接合が可能です。
熱影響の少ない接合方法
ロウ付けは、母材より融点の低いロウ材の溶融温度付近で加工することで、母材の形状や材質の変化から生じる問題が少ないすみます。また、ロウ材の充てんによって接合をが行われますので、液体・気体に対する耐リーク(気密性)に優れていています。
ロウ付けの種類
ロウ付け(ろう付け)には様々な種類がありますが「こだま」では、ガスバーナーで炙る一般的な工法を中心に、抵抗溶接機を使用する抵抗ロウ付け(ろう付け)も対応しています。また、炉中でロウ付け(ろう付け)を行う真空ロウ付け、レーザーを用いたレーザーロウ付けまで対応しています。
各種のロウ付け加工詳細はページ下部に記載しています。
|
ガスバーナーによるロウ付け |
抵抗ロウ付け |


「こだま」が、ご提供できること
1)ガスバーナーでのロウ付け(ろう付け)の、受託加工(部品支給)
2)部品製作から、ロウ付け(ろう付け)まで
3)簡易治具・量産治具の製作(こだま社内用)
4)抵抗ロウ付け(ろう付け)
5)真空ロウ付け
6)レーザーロウ付け
ロウ付けの加工事例
ロウ付け加工は、様々な分野の金属部品接合で使用されています。
 【パイプ】ロウ付け 材質:真鍮 |
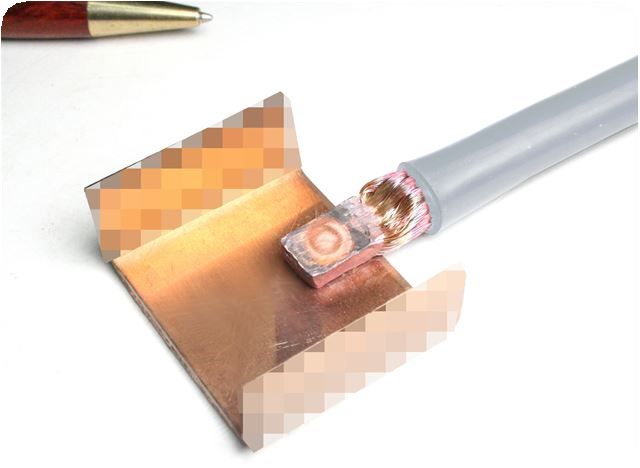
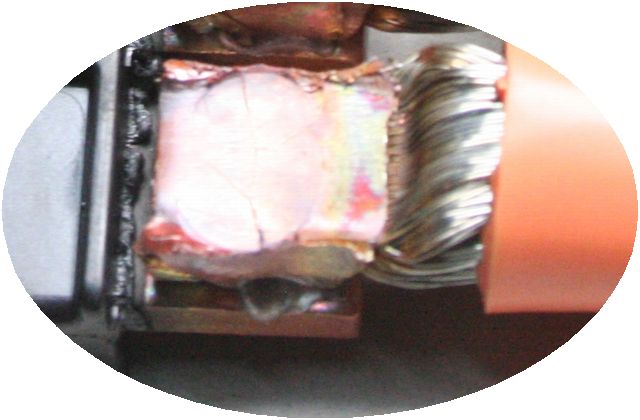
 【ケーブル】抵抗ロウ付け 材質:銅 |
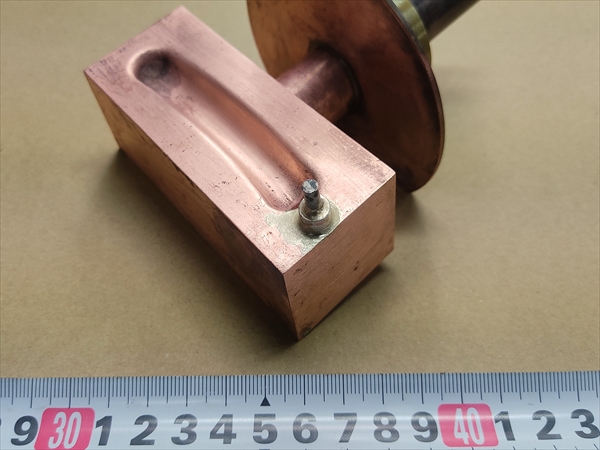
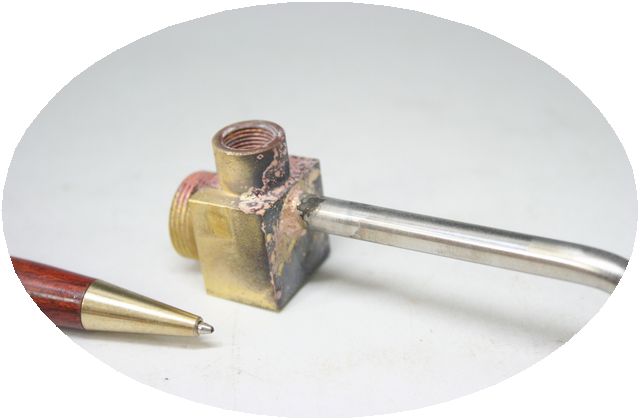
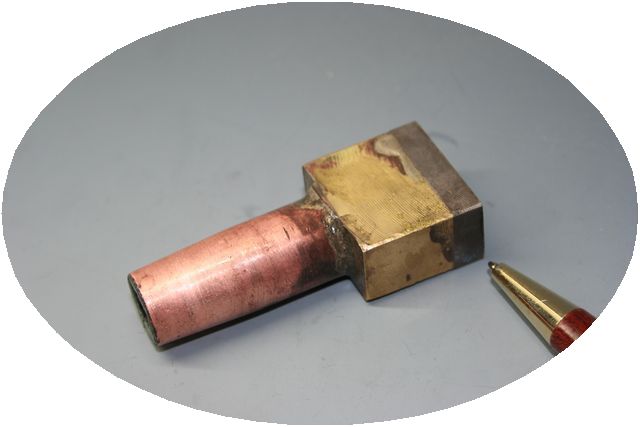
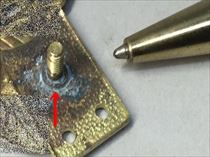
 【シャフト部品】ロウ付け 材質:真鍮 |
 【什器】ロウ付け 材質:鉄 |
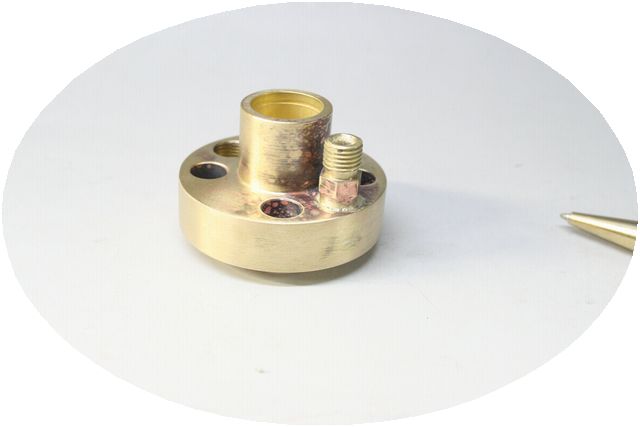
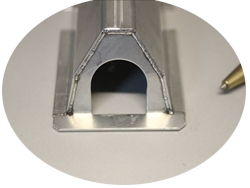
 【産業用機器部品】ロウ付け 材質:真鍮・ステンレス |
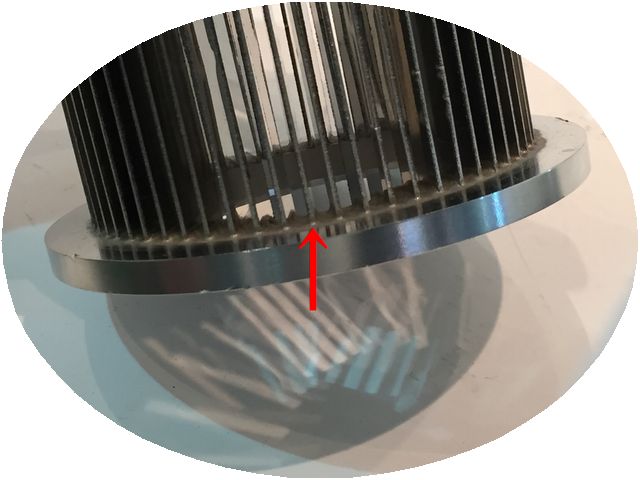
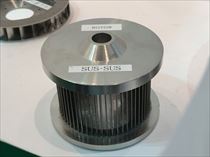 【排気ファン】ブレージング 材質:ステンレス |
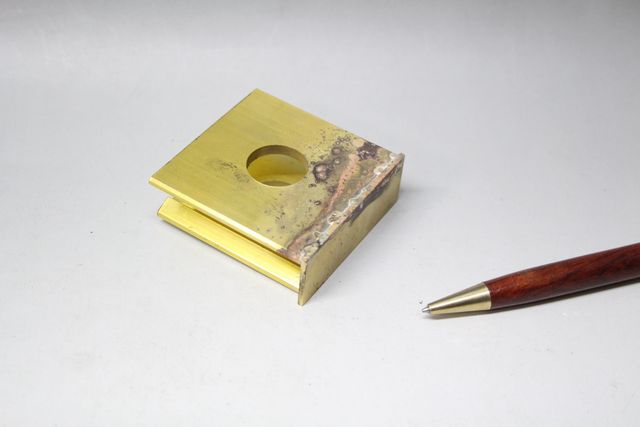
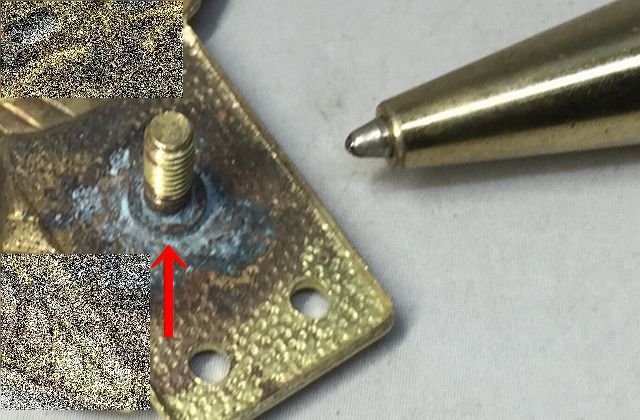
 【装飾品】ロウ付け 材質:真鍮 |
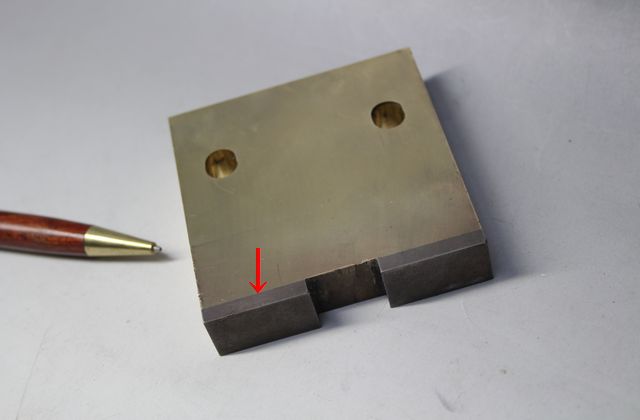
 【建築工具】ロウ付け 材質:鉄・炭素工具鋼 |
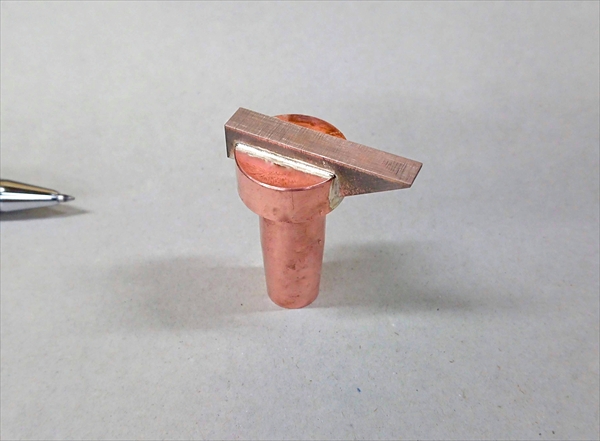
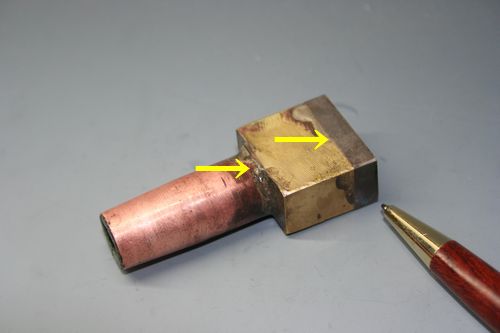
 【電極】ロウ付け 材質:真鍮・銅タングステン |
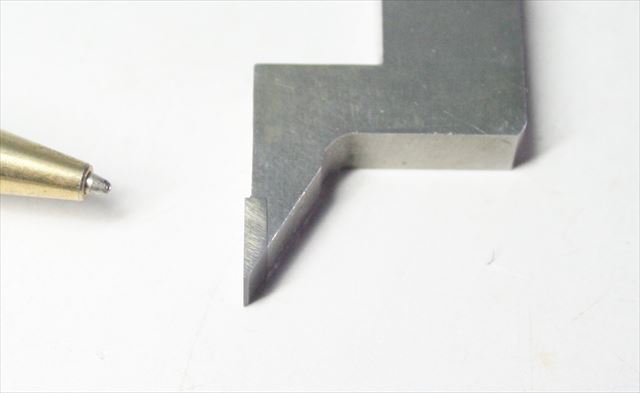
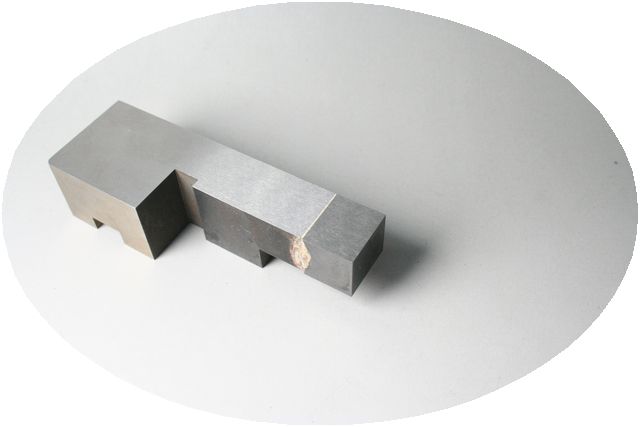
 【工具】ロウ付け(研磨済) 材質:SKD・超鋼 |
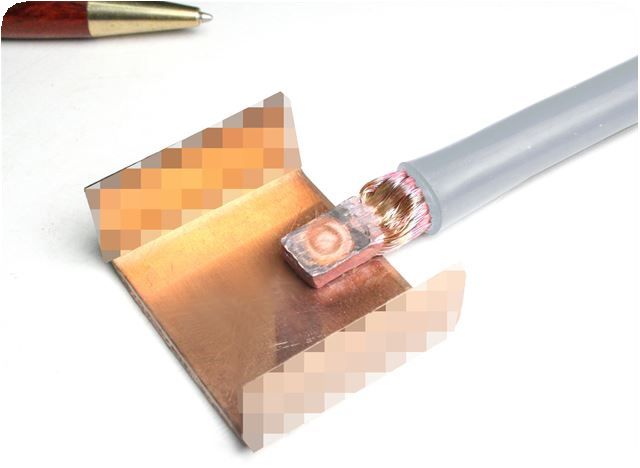 【電気部品】抵抗ロウ付け 材質:真鍮・銅 |
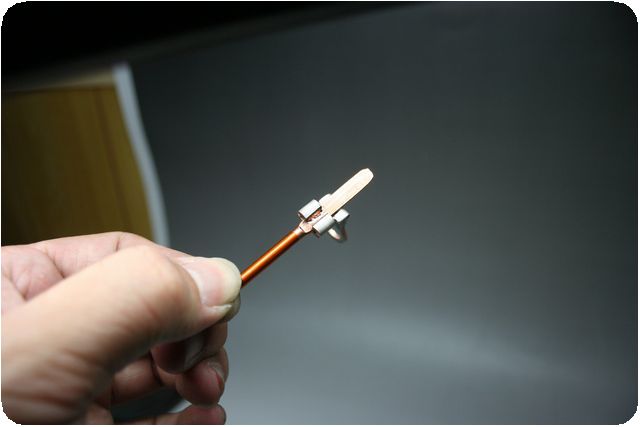
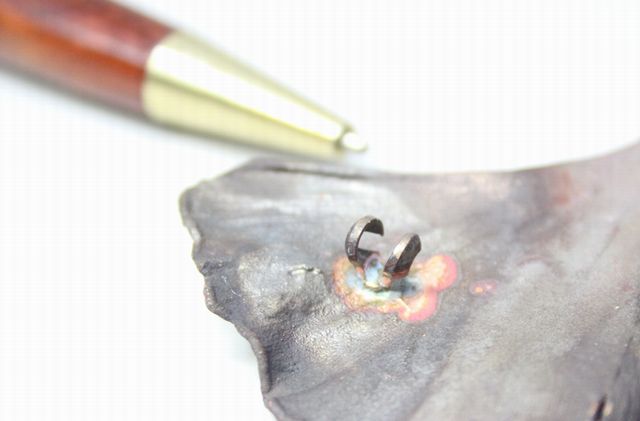 【アクセサリー】ロウ付け 材質:銅 |
※その他ろう付け加工・製作事例は、こちらから
ガスバーナーを用いた、ロウ付け(ろう付け)の一般的作業手順
1、母材の接合面の油汚れなどの洗浄。
2、金属の表面に異物や酸化膜があるとうまくい接合されないので加熱による母材表面の
酸化を防ぐとともにロウの流れを促進させる為に、フラックスという薬品を塗ります。
3、母材を加熱した後、接合部にロウを溶かし、接合面全体に行き渡らせます。
4、母材を冷まし、残留フラックスや加熱によってできた酸化膜除去の為に洗浄して、ロウ付け完了です。
一般的なロウ付け(ろう付け)に使用されている、銀ろう
銀ロウ材は名前の通り主成分が銀で、そこに銅や亜鉛などを添加し、融点や濡れ性を
調整した材料です。含有成分にカドミウムを含むろう材もありますが近年では
安全性の問題に配慮しカドミウムフリーの材料も増え、RoHS規格にも対応可能です。
主成分:Ag,Cu,Zn 添加成分:Cd,Ni,Sn,Li
また、銀ロウ材は銀含有率が高いほど融点(620~800℃)が高く、少ないほど低くなります。
その種類は多岐にわたりますが長年のノウハウにより製品に合った銀ロウを
選定し使用することで、品質のよい接合を提供することが可能となります。
適用母材としては、アルミ・マグネシウム以外の母材に広く使用されていて、
金属とセラミックスのロウ付け(ろう付け)にも適しています。
ガスバーナーでのロウ付け(ろう付け)の特徴
1、母材をほとんど溶かさず、ロウ付け(ろう付け)ができる
2、ロウ付け(ろう付け)によって,母材どうしを多数箇所,同時に安価に接合することができる
3、融接で溶接棒や電極が近付きにくい接合部や,他の方法で溶接できないものがロウ付け(ろう付け)で接合ができる
4、厚みの極端に違う母材同士の接合が可能
5、複雑な構造物の接合が可能
6、鋳物や異種材の接合が可能
7、精密な接合も炉中ロウ付け(ろう付け)では比較的簡単である
8、仕上げ作業が軽減できる
9、小ロット・単品のロウ付け(ろう付け)が可能
10、継手形状により母材同等の継手強度が得られる
ロウ付け(ろう付け)の用途
●エアコンや冷凍機器
●電極
●ディスプレイ品
●貴金属等
●家庭、産業用熱交換器
●自動車のラジエータや空調配管
●エアコンや冷凍機などの冷熱配管
●航空機、発電用タービンブレード
●メガネのフレーム
●刃物類
●プラント用冷熱配管
●接点
●ロケットエンジンの冷却ユニットや外筒部の接合
●歯科技工部品
 |
母材のロウ付け可否と、ロウ材
| 接合母材 / ロウの種類 | 銀ロウ | 真鍮ロウ | リン銅ロウ | アルミニュム合金ロウ | |
| 鉄 | 鉄 | ◎ | ◎ | × | × |
| 鉄 | ステンレス | ◎ | × | × | × |
| 鉄 | 真鍮 | ◎ | × | × | × |
| 鉄 | 銅 | ◎ | ○ | × | × |
| アルミ | アルミ | × | × | × | ◎ |
| ステンレス | ステンレス | ◎ | × | × | × |
| ステンレス | 真鍮 | ◎ | × | × | × |
| ステンレス | 銅 | ◎ | × | × | × |
| 真鍮 | 真鍮 | ◎ | × | ○ | × |
| 真鍮 | 銅 | ◎ | × | ○ | × |
| 銅 | 銅 | ◎ | × | ◎ | × |
| 超鋼 | 鉄 | ◎ | × | × | × |
| 超鋼 | ステンレス | ◎ | × | × | × |
| 超鋼 | 銅 | ◎ | × | × | × |
抵抗ロウ付けの特徴
加圧・加熱の手順でロウ付け(ろう付け)が行われるので、ろうを母材すきままで浸透させることが可能でロウ材と短い加熱時間で作業を終了させることが出来ます。
加工状態として、母材接合部の部分的加熱でロウ付け(ろう付け)されるので、母材全体の加熱を必要としないため、リード線などの絶縁皮膜のついた母材の接合や、樹脂などのインジェクション品の
接合が可能です。ただし、加熱される母材範囲の確保は必要です。
抵抗ロウ付けの用途
●接点・バスバーなど、電通部分のロウ付け(ろう付け)
●メガネ部品のロウ付け(ろう付け)
 |
真空ロウ付けの特徴
1、母材をほとんど溶かさないため、薄板や精密部品の接合ができる
2、複雑形状部品や多点接合部品の同時接合ができる
3、ロウ材選択により、異種金属や非金属の接合ができる
4、継手形状により母材同等の継手強度が得られる
5、ステンレス鋼の無酸化ろう付ができます
6、フラックスが不要でロウ付け(ろう付け)が行えるので、後処理がほとんど不要
7、浸炭、脱炭、窒化が生じない
8、加熱による歪みが少ない
9、材質や条件によっては、ろう付と同時に熱処理ができる
10、温度管理が容易で品質が安定する
11、多量生産ができる
12、金属とセラミックスの接合ができる
※現在、加工は行なっておりません。
※銅や高炭素鋼については鈍しが入り柔くなります。
※加工は炉を占有し加工時間も掛かるため、トーチを用いるロウ付けより割高となります。
真空ロウ付けの用途
●気密性が求められるバルブ、コネクター、パイプ部品
●耐圧性、気密性が求められる圧力容器
●耐熱性が求められる燃料電池部品
●精密加工が求められる医療部品
●耐熱性、耐食性が求められる自動車部品
 |
レーザーロウ付けの特徴
レーザーを利用したロウ付け加工です。レーザーを利用することにより他の加工法では難しいピンポイントでの加熱が可能でロウ付け部以外への熱影響を抑える事が可能です。
熱影響を少なくすることにより部材へのダメージ減少、仕上げ不要の外観を得る事が可能です。
また、バーナーでは難しい細かい加工も可能で汎用性の高い加工方法となります。
ただし、レーザー溶接機が必要となるため、バーナーでの加工よりコストは高くなります。
レーザーロウ付けの用途
●ガスバーナーでは難しい形状で少量加工の場合
●熱影響が出やすい薄板
●アルミや銅などの非鉄金属でも対応可
●精密加工が求められる医療部品
●真空ロウ付けではコストが合わない場合の代用
 |
ロウ付け(ろう付け)「こだま」の技術

ガスバーナーを使用するロウ付けでは、今は貴重な存在となった「職人」による
加工をメインとして、小物部品の接合を中心に 接合を行っています。
抵抗ロウ付けでは、開発段階からのご相談で、専用ロウ材が入手できる範囲内対応を行なっています。
ろう材の種類
ロウ材は多種あり、溶融温度やぬれ性(溶融後の状態)が違います。接合したい材料に合わせたロウ材を選定し用いる必要があります。
| ろう材の種類 | 主要成分 | 添加成分 | 融点(℃) | 適用母材 |
| 銅ロウ | Cu | ー | 1083 | 鉄・ステンレス |
| 黄銅ロウ | Cu,Zn | Cd,Ni,Sn,Li | 820~935 | 鉄・ニッケル・銅・その他合金 |
| りん銅ロウ | Ag,Cu,Zn | Ag,Sn | 720~925 | 純銅・銅合金 |
| 金ロウ | Au,Cu,Ni | Ag | 890~1030 | ステンレス・ニッケル合金・貴金属 |
| パラジウム | Pd,Ag | Cu,Mn,Ni | 810~1235 | 貴金属 |
| ニッケルろう | Ni,B,P | Cr,Si | 875~1135 | 鉄・ステンレス・ニッケル合金 |
| アルミニウム合金ロウ | Al,Si | Cu | 580~615 | アルミ・アルミ合金 |
| 真空用貴金属ロウ | Ag,Au,Pd,Cu | Ni,Sn,In | 710~1030 |
※ロウ材の詳細はページ下部で、解説しています。
※炉中ロウ付けのロウ材は含まれていません。
銀ロウ
銀ろうは、最も汎用性があり、ロウ付けにおいて主流の溶加材です。
フラックスろう付および真空ろう付等に広く使用され、雰囲形状は棒、ペースト、シートなどさまざまな状態で使用されています。
特徴
①添加物の組合せによってその使用温度範囲が広く、汎用性がある。
②一定の加熱によるロウの流動性がよく接合強度が高く作業性がよい。
③溶接では困難な材質、異種金属および金属とセラミックスの接合も可能。
④接合面積が小さい、接点やセンサー部品などにも銀ろう付けが利用されることが多い。
⑤ ロウ接は一般にフラックスを使用しますが、不活性ガスまたは還元性ガス、真空を用いる場合は不要です。
⑥気密性が高い。
⑦銅、真鍮、ステンレス、鉄、超鋼にも対応。
⑧融点700℃前後と高いため、高温下で使用が可能。
⑨母材を溶かさず、接合が可能。
リン銅ロウ
リン銅ロウは、基本組成はCu-P系、Cu-Ag-P系の2種類で、これにNi.Snを添加したものがあります。
銅および銅合金のロウ付けに使用され、樹運動では、フラックス無しでも接合ができます。鉄系材料には、接合面に鉄と
リンの著しい化合物が生じるますので使用できません。銅の接合による電気・熱伝導性は良好です。
真鍮ろう
黄銅ろうは銅と亜鉛が混ざったロウです。それぞれ銅と真鍮の色なので、銅や真鍮の製品での同種金属でのロウ付けに使われます。色は違ってしまいますが、鉄などとの異種金属のロウ付けも問題なくできます。
ニッケルロウ
ニッケルロウは、ホウ素やリンを含むため、板や線材などに成形することができませんので、ペースト状態で使用します。高強度・耐食性に優れ、主にステンレス鋼の接合に使用されています。また、高温強度が高いく、真空ろう付や、拡散ろう付け用としても使用されています。
アルミニウム合金ロウ
フラックスろう付や、ブレージング(真空ろう付)で、薄板の複雑な構造物がろう付される。
フラックス・補助剤の種類
炉中ロウ付けでは不要ですが、ガスバーナー等でのロウ付けには、母材にロウ材の界面反応を促進させるためには、フラックスが必要となります。フラックスは、母材表面の酸化物の分解・除去や、母材とロウ材の保護を行います。
| ろう材の種類 | 接合母材 | 特徴 |
| フラックス | アルミニウム、アルミニウム合金 | 粉末状のフラックス |
| フラックス | 銅、真鍮、ステンレス鋼、鉄鋼等 | ペーストタイプのフラックス |
| フラックス除去剤 | 銅、真鍮等 | フラックス残渣の除去用 |
| バインダー | 銅、真鍮、ステンレス鋼、鉄鋼等 | 粉末ろうの定着用。水溶性と油性タイプ2種 |
ロウ付けの不良について
ロウ付け加工を行う際には内部に流体を通すなどの理由で気密性が必要な場合があります。
ロウ付けにて気密を行う場合には特に注意が必要で、ロウ付け加工だけではなく材料の状態や材料間のクリアランス、フラックス(ロウ付けの促進剤)の適切な施工と加工後の除去もしっかり行わなければなりません。
そのためロウ付けにおける不良の発生原因を特定するためには様々な検査を行う必要がございます。
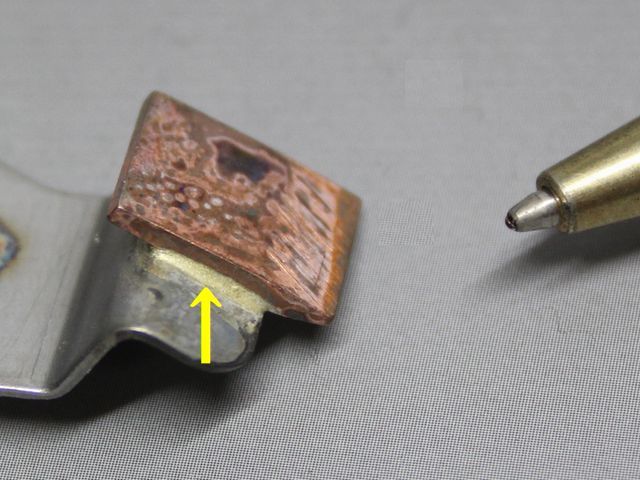
下記はロウ付け加工部の切断・研磨を行いマイクロ観察を行った一例です。
 ロウ付け不良例 ロウ付け不良例 |
 適切なロウ付け例 適切なロウ付け例 |
上の画像は左は部材間のクリアランスが大きくロウ切れを起こし内部に巣が出来てしまいフィレットも不安定な状態で不良を起こしています。
右は適切なクリアランスのためロウ材がきれいに回りフィレットも適切に形成されています。