![]()
高融点な材質で融点2620℃と、金属の中でも5番目に融点が高い金属です。
高融点なタングステン等と比べると加工が容易な金属ですが、鉄鋼等と比べると
硬く脆い材料なため、難加工材とされています。
純モリブデンは上記のような材質ですが、鉄鋼などの添加剤としては非常に優秀で
硬く、打撃に強く、変形しにくい特徴を付与します。
純モリブデンの用途としては真空中で極めて安定した素材なので、
電子管、真空炉、ヒーターや電極等に使用されています。
モリブデンの融点については上記記載のように2620℃と非常に高いため溶接難易度は高いですが
溶接も可能です。ただし、溶接性が悪いため高価になりどうしても溶接する必要が無い場合には
ロウ付けにて対応することをオススメします。
電子ビーム溶接とは、真空中で放出した電子を高い電圧で加速させ、
コイルとレンズで収束させビームを部材に衝突させ、超高温を発生させ溶接する溶接方法です。
真空での突合せ溶接(共付け)になります。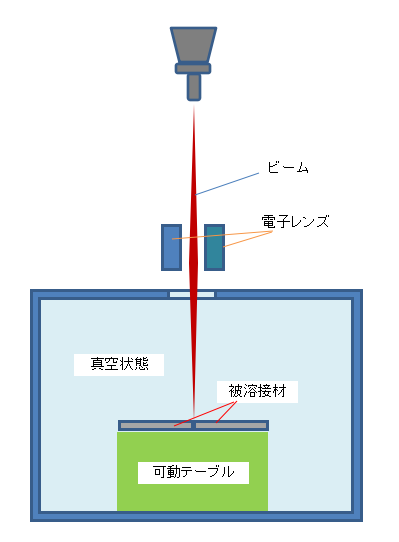
【特徴】
・溶接幅が狭く、深い溶け込みで溶接可能
・入熱範囲が狭いため、歪みを抑えた溶接が可能
・薄板の溶接が可能
・高融点金属である、タングステンやモリブデンの溶接も可能
・真空中での溶接のため、酸化・窒化の心配が無く、活性金属の溶接にも適している。
・銅とステンレスなど難易度の高い異種金属の溶接が可能
【不向きな材料】
・亜鉛など成分中に蒸気圧の高い金属を多量に含む、真鍮や洋白など
・材料中にガスを多く含む鋳鉄やタフピッチ銅など
・溶接時に脆い金属化合物が出来る組合せ(アルミと鉄鋼、チタンと鉄鋼など)
【溶接時の注意点】
・材料は十分な脱脂や異物の除去が必要です。
・溶接部は出来るだけ密着させる必要があります。
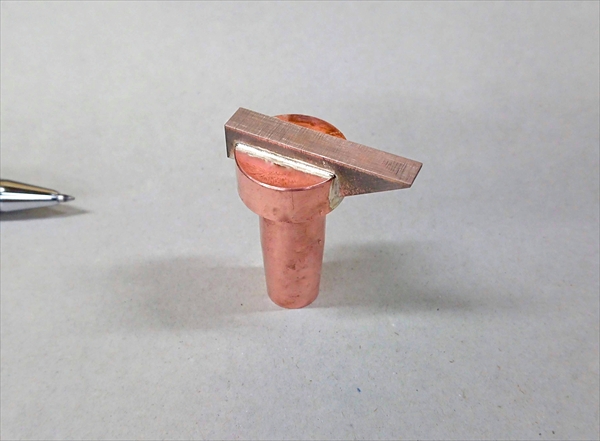
ロウ付け(ろう付け)とは、部品の接合方法の一種で、一般的には接合しようとする部品と部品をガスバーナー等で加熱し、加熱された部分間にロウ材を近づけ溶かし部分間に流し込み冷却を行い接合する工法です。
接合したい部材自体を溶かさないので・溶融条件の違う材質の接合、・溶融してしまうと脆くなる材質の接合、・溶融温度の高い材質の接合、等さまざま接合が可能です。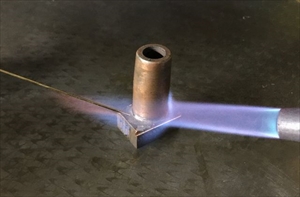
【特徴】
・母材をほとんど溶かさず、接合ができる
・融接で溶接棒や電極が近付きにくい接合部や,他の方法で溶接できないものがロウ付け(ろう付け)で接合ができる
・厚みの極端に違う母材同士の接合が可能
・複雑な構造物の接合が可能
・高融点材料の接合も可能
・精密な接合も炉中ロウ付けでは対応可能
・小ロット・単品の接合が可能
・異種金属の接合も可能![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。