![]()
新製品・新商品開発は企業戦略にとって重要なファクターですが、その中でも、新素材分野の開発プロセスは特に労力を要しておられます。自動車や家電製品の新商品開発は、ターゲット、コンセプトなどを設定しておられますので、環境変化の中、優れた特質を高める研究を行われていますが、その特質の中で確認事項のひとつに、「溶接性の確認」が生じる場合があります。「こだま」では、新素材(テストピース)をお預かりし、指定の溶接条件にそって溶接加工を行い、溶接後のテストピースのご提出を行っています。
スポット溶接・プロジェクション溶接・バット溶接・シーム溶接・スタッド溶接
ヒュージング(熱カシメ)・などの抵抗溶接各種
抵抗溶接以外でも豊富なネットワークにより下記溶接にも場合によっては対応可能です。
ロウ付け・抵抗ロウ付け・ブレージング・レーザー溶接・ティグ溶接
※仕様により対応できない場合もあります。
溶接の種類の詳細は、こちらから
事例:スポット溶接
 溶接部に近い場所での電流値の測定 |
 電極直接、加圧確認 |
創業50余年の実績で、被溶接材をお預かりして適切な溶接条件の提出(有償)を行っています。
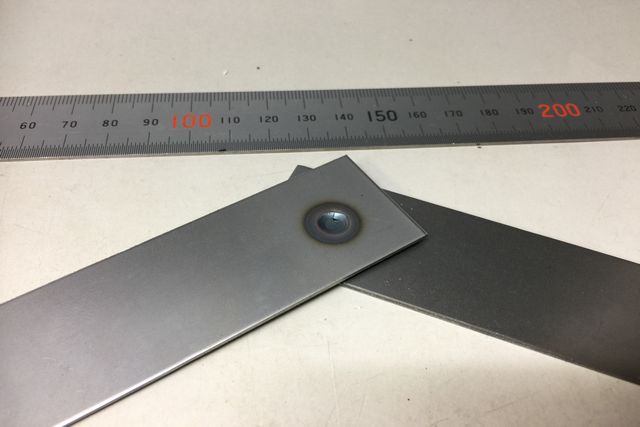
事例1:材質SK5 t1.5 パルゼーション通電テスト
 SK5材の、スポット溶接テスト |
 SK5材の、スポット溶接剥離テスト |
| SK材は、SPCC(鉄)などと比較して、熱処理を行って硬化させる目的で使用されるため、材料に炭素を多く含みます。一般的にはスポット溶接はされても溶接部分(ナゲット)に焼きが入って簡単に外れてしまいますが、パルセーション設定にてスポット溶接を行うことで適切な強度が得られます。 サンプルは溶接剥離テスト(ピールテスト)で。自動車用鋼板における基準値である5√tのナゲット(tは板厚)が確保できています。 |
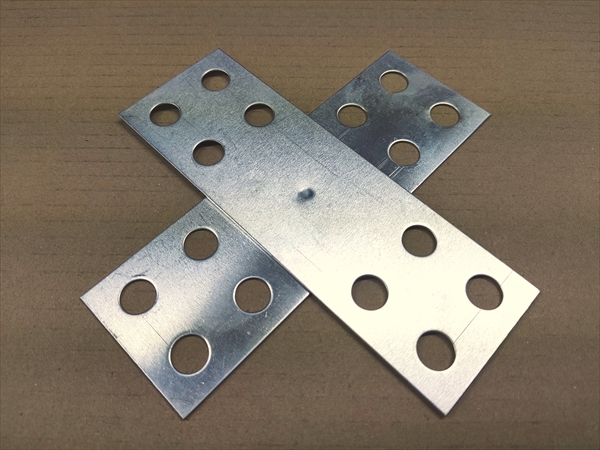
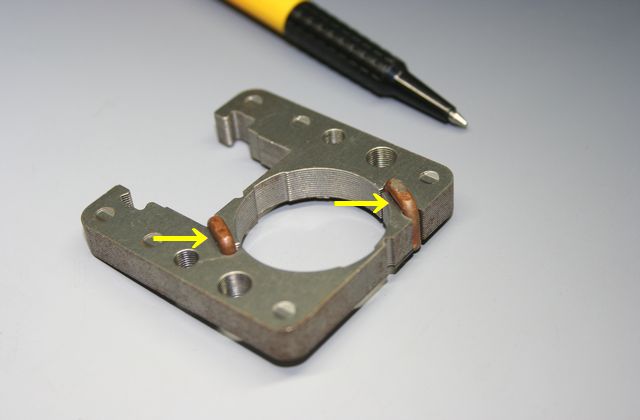
事例2:高張力鋼板のプロジェクション溶接
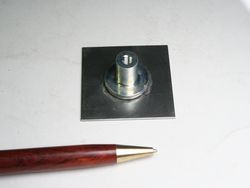 ウエルドボルトのプロジェクション溶接(表) |
 ウエルドボルトのプロジェクション溶接(裏) |
 |
高張力鋼板のテストピースを、簡易金型の製作を行い板金加工を行ったテスト板の製作事例です。このテスト板を使用してウエルドボルトのプロジェクション溶接も行いました。※画像はテスト板のみ。 |
実験・開発段階からの溶接工法のご相談(材質は?どう接合すればいいのか?)、量産化に向けて予定外に接合箇所が生じた製品製作のご相談(どんな形状にすればいいのか?)、現状の製作工法の合理化、既存生産体制の不具合対策としての生産シフトのご相談など、抵抗溶接を中心とする溶接工法で様々なご要望にお答えしております。

技術情報大阪テクノマスター溶接部門ブログは、こちらから
取り扱い材質
| 鉄系 | SPCC(鉄)、ブリキ(スズ鍍金鋼材)、SK(生・焼き入れリボン鋼) |
| ステンレス系 | SUS304:BA、1/2H 3/4H・H・EH |
| SUS301:1/2H・3/4H・H・EH | |
| SUS316、SUS631、SUS430、SUS410 | |
| パーマロイ材 | 42アロイ、50アロイ、インコネル、インバー |
| 銅系 | C1100P(タフピッチ銅) |
| C2801(真鍮) | |
| C5210P(りん青銅板二種)、C5210(バネ用りん青銅板) | |
| C7521(洋白板二種)、C7701(バネ用洋白板) | |
| C1700/C1720(バネ用ベリリューム銅) | |
| その他 | チタン、チタンバネ、モリブデン |
弊社へのご質問の多い材質、またはご依頼いただく製品の主流材質の性質を記載していますので参考にしてください。
(その他、材質においては、お問合せください)
1)秘密保持契約
2)各種溶接の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)全国対応
8)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。