![]()
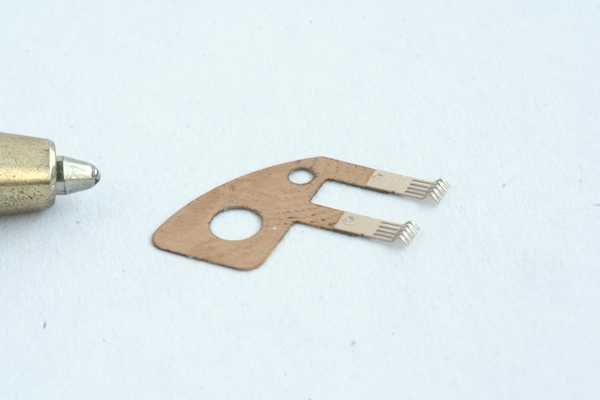
| 材質 | 銀(t0.1) 真鍮(スズメッキ t1.2) |
|---|---|
| ご依頼数量 | 4個 |
写真の下側L形部品は真鍮にスズメッキを施した板厚1.2mmの部材と
上側板厚0.1mmの銀板をスポット溶接(抵抗溶接)を行った事例です。
溶接強度は破壊テストしてみると銀板の溶接箇所に穴が開く程溶接されています。
溶接テスト(有償)のお問い合わせもお気軽にお問い合わせ下さい!
※異種金属の詳細は、こちらから
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
4)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
5)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
6)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
7)t0.005~の箔・微細加工技術
8)各種表面処理・熱処理加工
9)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()
1,溶接機の設定: 使用する溶接機の電流、時間、圧力などのパラメータを設定します。これらのパラメータは、材料の厚さや種類、溶接の条件によって異なります。
2,テストの実施: スポット溶接機を使用して、銀と真鍮の板を接合します。テストでは、異なるパラメータの組み合わせを試し、最適な溶接条件を特定します。これに は、電流の強さ、圧力の大きさ、溶接時間などが含まれます。
3,評価: 溶接された接合部を評価し、溶接の品質を確認します。これには、溶接部の強度、外観、不良部分の有無などが含まれます。
4,必要に応じて調整: テストの結果に基づいて、溶接機のパラメータや準備方法を調整し、より良い溶接品質を実現します。
銀と真鍮の組み合わせは特に注意が必要であり、材料の物性や溶接条件を考慮してテストを行う必要があります。また、真鍮材は被爆する恐れが高いため溶接時には安全に注意し、適切な保護具を着用することが重要です。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。