 バスバーとリッツ線の抵抗ロウ付け |
 端子とバスバーのアークスポット溶接 |
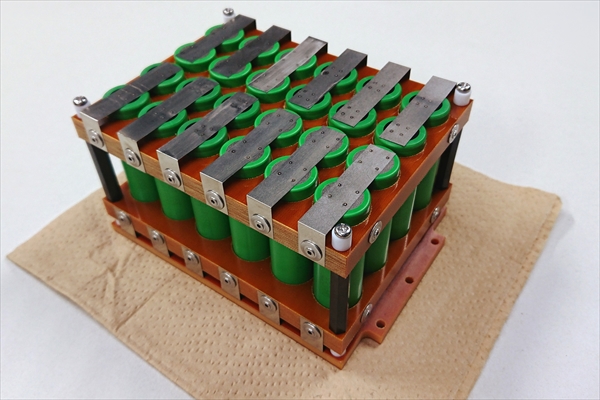 組電池のバスバー溶接組み立て |
 バスバーのスポット溶接 |
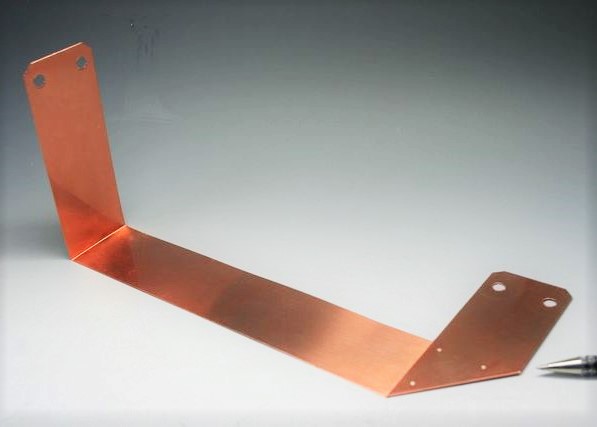
バスバーとは、主に配電盤や制御盤に電源を接続する電導帯のことを指しますがブスバーとも呼ばれています。組電池に使用するタブもバスバーと呼ばれています。
バスバーとバスバーや銅線の接合において溶接を用いることにより
下記のようなメリットが有ります。
・接合による抵抗値の増加を抑え電流のロスや発熱を抑えることが出来る。
・強い振動が有る場合にも接合部が緩むことが無く、接触不良等が起きない。
1.製品に合わせた、溶接方法の選択、各溶接の受託加工
2.治具電極製作及び金型製作
3.豊富な薄板金属の在庫
4.バスバーをはじめとする、各種部品製作(金型レス製作で、1個からの対応)
製作内容に合わせた、適切な製作方法の選択
・形状カットにおけるコストパフォーマンス
・曲げ加工におけるコストパフォーマンス
5.金型レス・簡易金型製作、各種部品の1個~約2000個製作
6.熱処理及び、表面処理(対応不可な場合もあります)
7.全国対応
8.秘密保持契約(有償)
上記のように大きなメリットが有りますがバスバーの溶接において
板厚が厚くなった場合や銅線の径が太くなった場合、
銅板とアルミ板の接合が必要になった場合には溶接の難易度は高くなります。
ですが「こだま」では数多くのバスバー溶接経験を活かし
お客様のご要望にお応えいたします。
一部ですが下記に溶接事例を載せますので御一見下さい。
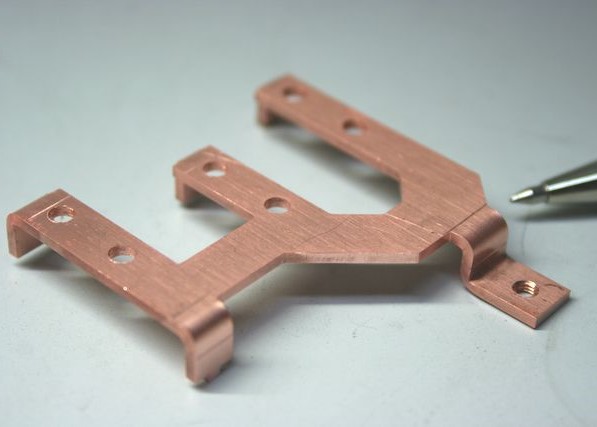
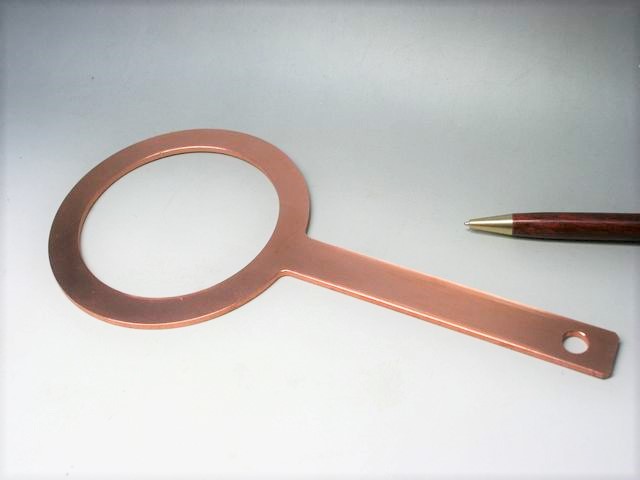
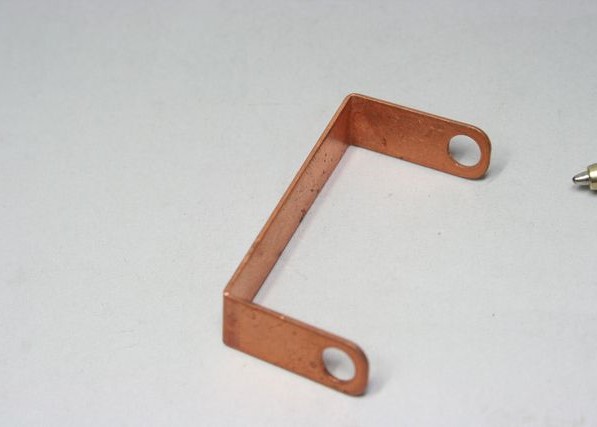
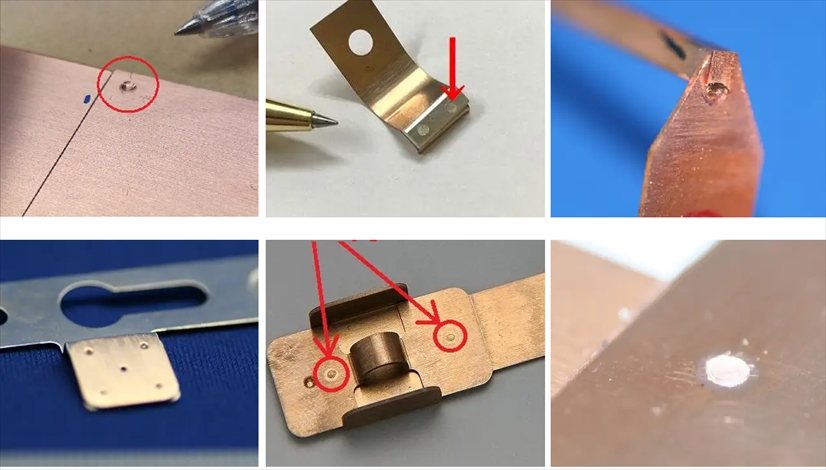
実際にバスバーを溶接した事例の一部です。
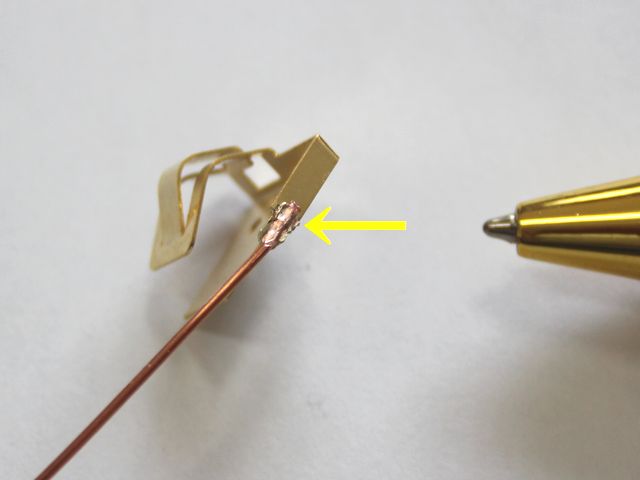
 銅線(φ10mm)と銅バスバー(t3mm) 銅線(φ10mm)と銅バスバー(t3mm)抵抗ロウ付け |
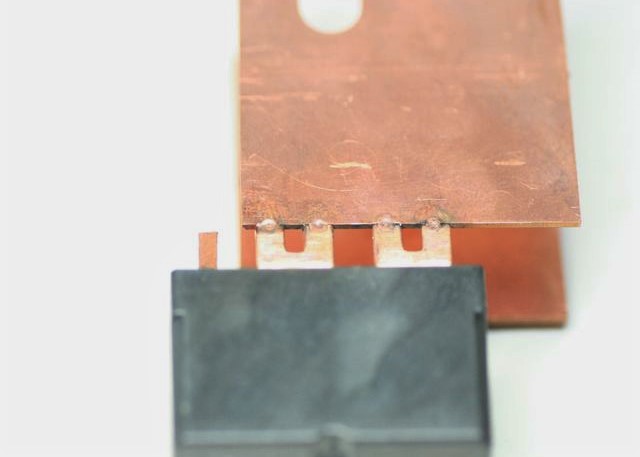
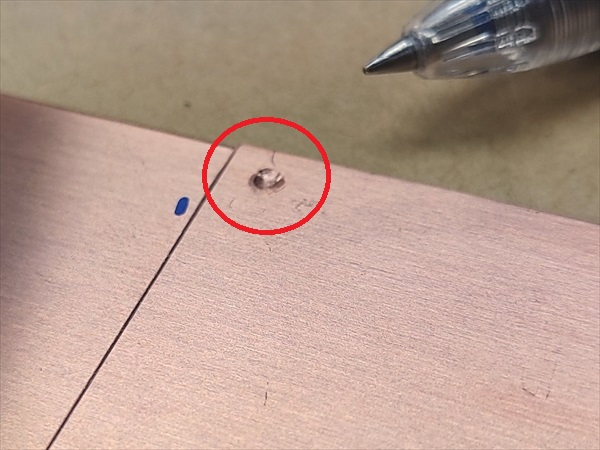
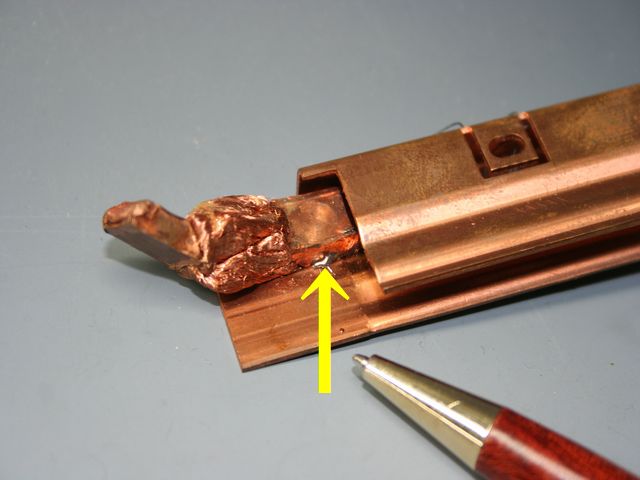
 銅線(φ3mm)と銅バスバー(t10mm) 銅線(φ3mm)と銅バスバー(t10mm)スポット溶接 |
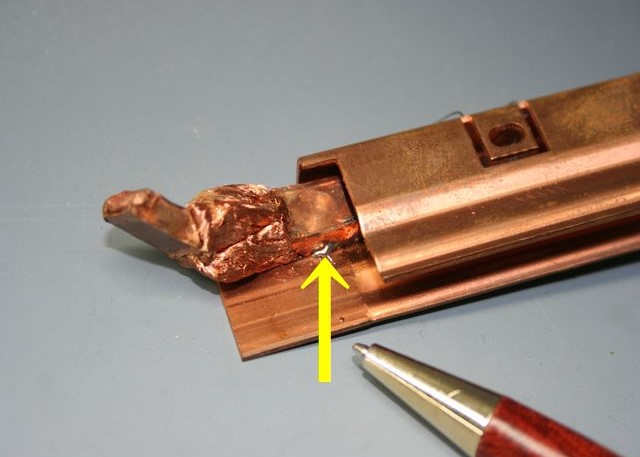
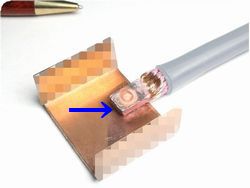
 銅バスバーと電子部品リード部 銅バスバーと電子部品リード部アークスポット溶接 |
 アークスポット溶接による端子取付け アークスポット溶接による端子取付け |
 銅線(φ10mm)と銅バスバー(t4mm) 銅線(φ10mm)と銅バスバー(t4mm)抵抗ロウ付け |
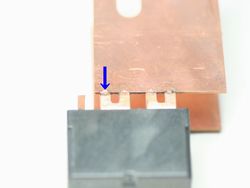
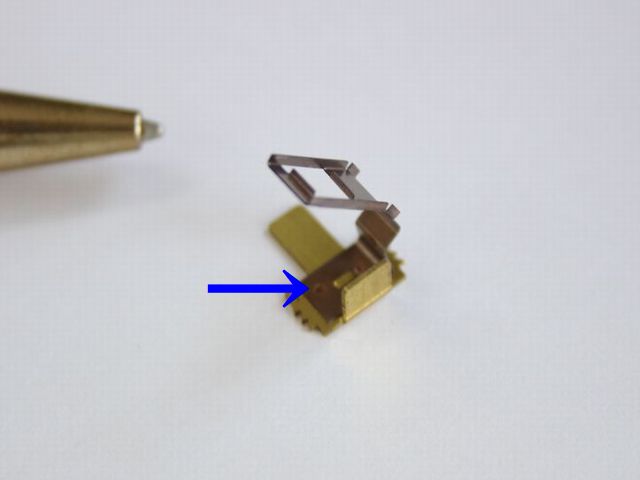
 銅バスバー(t2mm)への銅端子(t2mm) 銅バスバー(t2mm)への銅端子(t2mm)アークスポット溶接 |
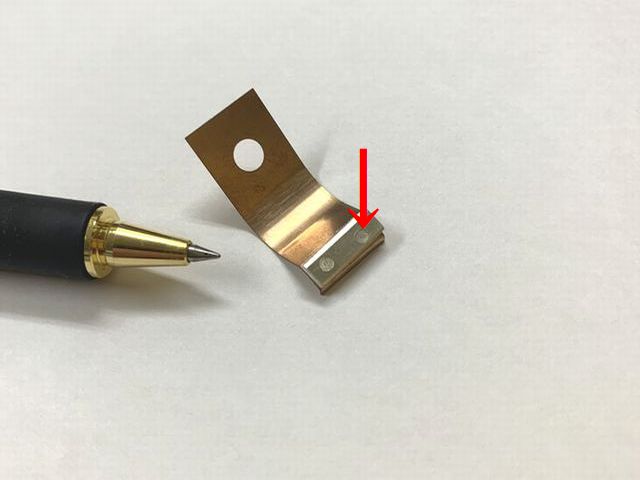
 SPCC(t1.0mm)と銅バスバー(t1mm) SPCC(t1.0mm)と銅バスバー(t1mm)スポット溶接 |
 銅バスバー(t0.2mm)と銅線(φ1mm) 銅バスバー(t0.2mm)と銅線(φ1mm)スポット溶接 |
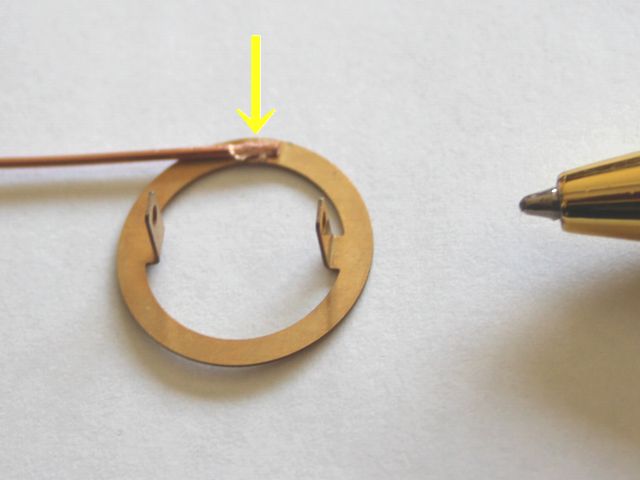
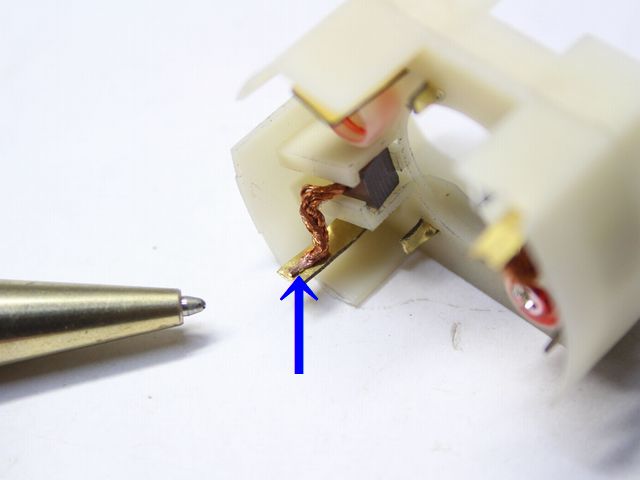
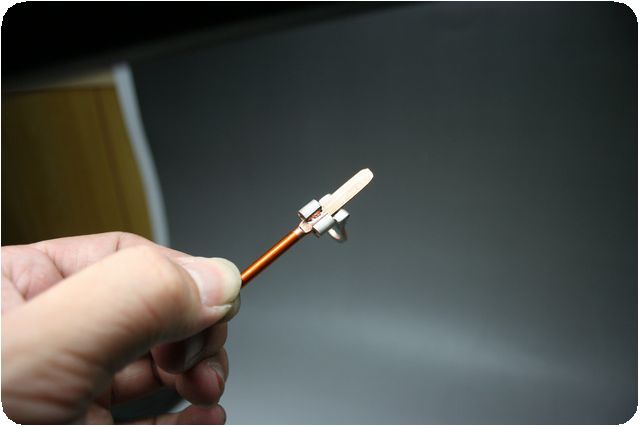
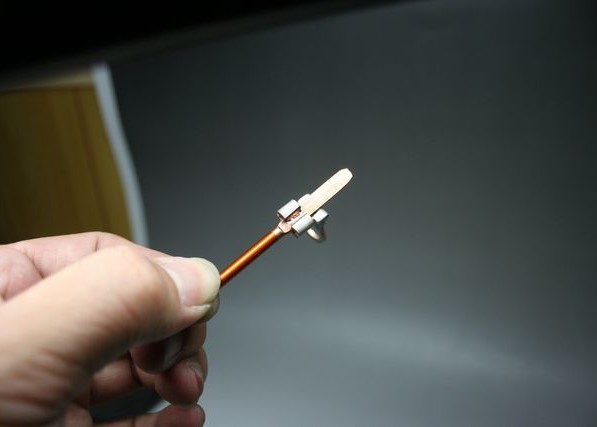
 コアと銅線材 アークスポット溶接 |
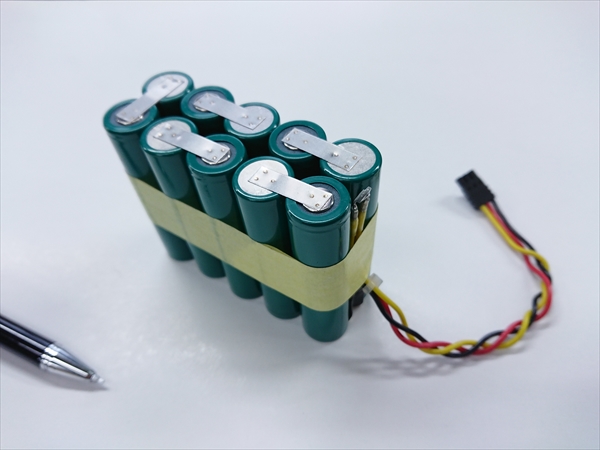 組電池のバスバー スポット溶接 |
バスバー(ブスバー)の、製作から対応を行っています。
 |
 |
 |
 |
その他、バスバー(ブスバー)の製作事例は、こちらから
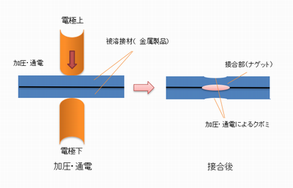
スポット溶接とは抵抗溶接の一種で溶接したい2片の金属を電極で上下から挟み込み
接触部を加圧しながら大電流を流すことで、材料の局部に電気抵抗による発熱をさせ
溶融して接合する溶接工法です。抵抗溶接ではポピュラーな工法です。
銅でも純銅は抵抗値が低く溶接が難しいですが、銅合金であれば純銅よりは電気抵抗値が
高くなるためスポット溶接性は良くなります。(リン青銅 C5210や洋白 C7541など)
ただし、クローム銅など溶接が難しくなる場合もあります。
銅のスポット溶接では電極と材料が近似の電気抵抗値となり溶接は難しいです。
ですが、「こだま」では板厚と材質にもよりますが溶接を可能にしています。
 |
|
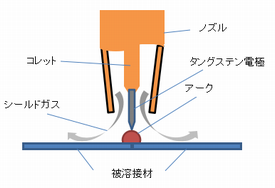
ティグ溶接とはタングステン・イナート・ガス溶接の略でタングステンを電極に用い、
シールドガスに不活性ガスのアルゴン等を使用します。シールドガスを噴射し
溶接箇所周辺の酸素等が無い状態で溶接できるため銅の溶接も可能です。
ですが、銅は前項での記述の通り熱伝導率・熱膨張率が高いため
板厚6mm程度が溶接限度です。
TIG溶接はアルゴンガスを使用するため、アルゴン溶接とも呼ばれています。
 ティグ(アルゴン)溶接 |
 |
ロウ付けとは、部品の接合方法の一種で、一般的には接合しようとする部品と部品を
ガスバーナー等で加熱し、加熱された部分間にロウ材(真鍮・銀合金)を近づけ溶かし
部材間に流し込み冷却を行い接合する工法です。
銅と銀ロウ等のロウ材は非常に相性がいいため、他の溶接方法で接合出来ない場合には
ロウ付けでの接合を行います。
 |
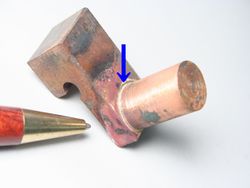 |
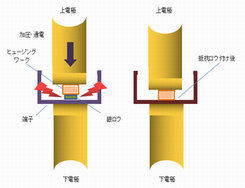
抵抗ロウ付けとは、接合させたい母材間に、銀ロウのプレート等の溶加材を挟んで、
抵抗溶接機の電極間にセットして、加圧した電極より金属母材へ大電流を流すことにより
電気抵抗によるジュール熱を発生させ局部的に発熱・溶融させ、ロウ材を溶かして、
母材どうしを接合させる接合工法です。
 |
 |
電子ビーム溶接とは、真空中で放出した電子を高い電圧で加速させ、
コイルとレンズで収束させビームを部材に衝突させ、超高温を発生させ溶接する溶接方法です。
真空での突合せ溶接(共付け)になります。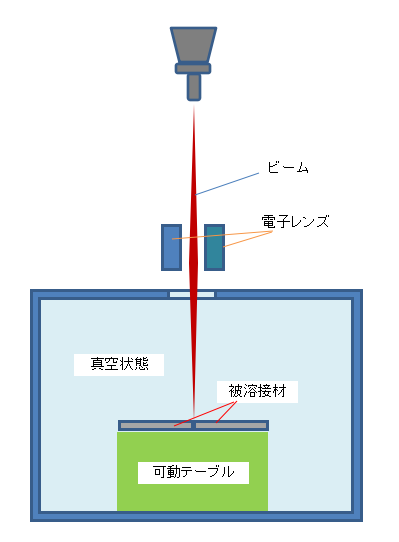
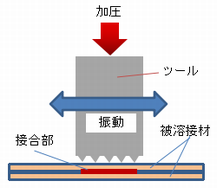
超音波接合とは、接合させる部品に、超音波振動と加圧を行い、金属原子間の引力を利用して
固相接合状態を作り出し接合工法です。
 |
 |
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。



{kind=link}
{kind=link}
{kind=link}