1)溶接テスト・試作の受託加工
研磨・電解研磨レス:無産化スポット溶接
2)各種溶接の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)全国対応
8)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
図面もしくはラフスケッチで詳細内容・製作数(加工数)を記載のうえ、下方お問合フォームより、
ご連絡ください。お取引については、こちらから![]()
インコネルは、ニッケルをベースにクロムと鉄を含んだ超耐熱合金で、耐熱・耐食にも優れ、900℃以上の高温環境でも酸化されませんが、インコネル600、インコネル625は、比較的溶接性が優れています。また、アルミ、チタンまたはモリブデンを加えて機械的性質を向上させたインコネル718は溶接性悪く割れが生じやすく、主に抵抗溶接、アーク溶接、電子ビーム溶接が適用されます。
1)抵抗溶接:スポット溶接・プロジェクション溶接・シーム溶接
2)アーク溶接:ティグ溶接・プラズマ溶接
3)レーザー溶接:YAGレーザー溶接・ファイバーレーザー溶接
4)電子ビーム溶接
6)拡散接合:熱圧着

スポット溶接
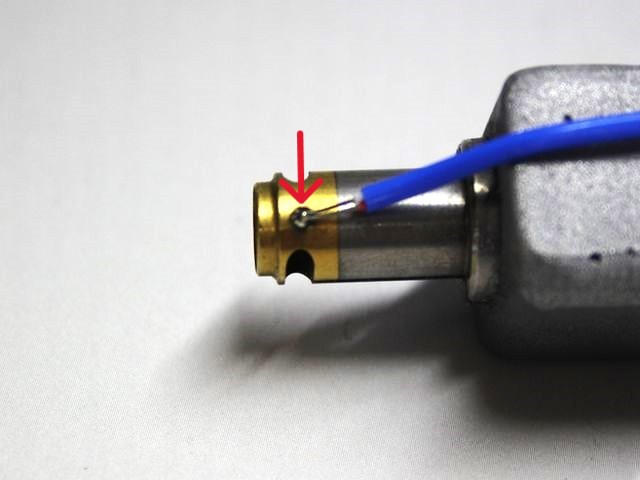
t0.2 φ2.0パイプへのスポット溶接
材質:インコネル600
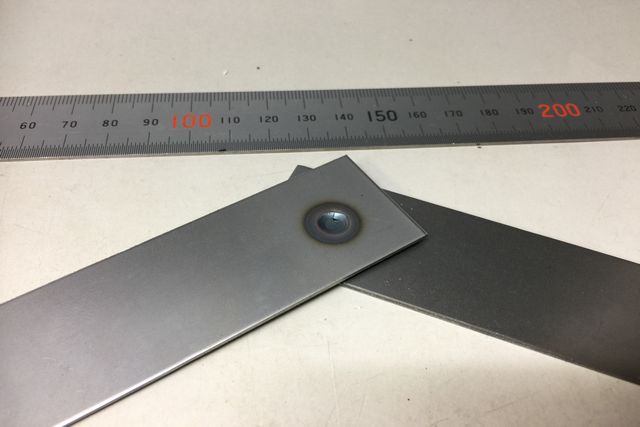
プロジェクション溶接
t0.8のプレートと、コの字部品の溶接
材質:インコネル600

溶接加工前
材質:インコネル600

溶接加工後
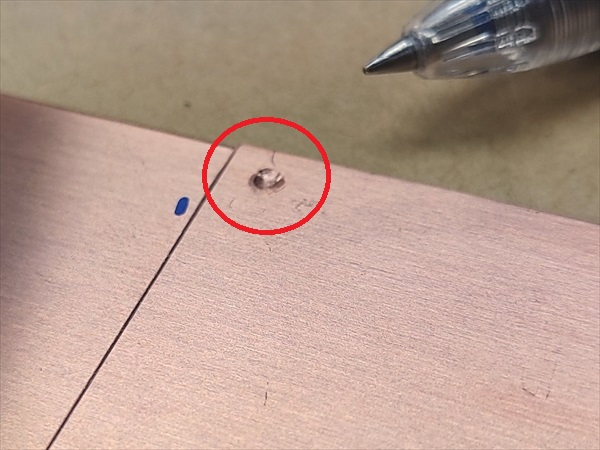
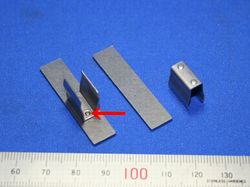
アーク溶接による穴埋め不活性ガスシー
ルドを使用して溶接を行いますので、
インコネル素材への不純物混入が極めて
少ないです。
材質:インコネル718
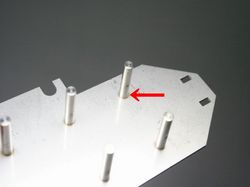
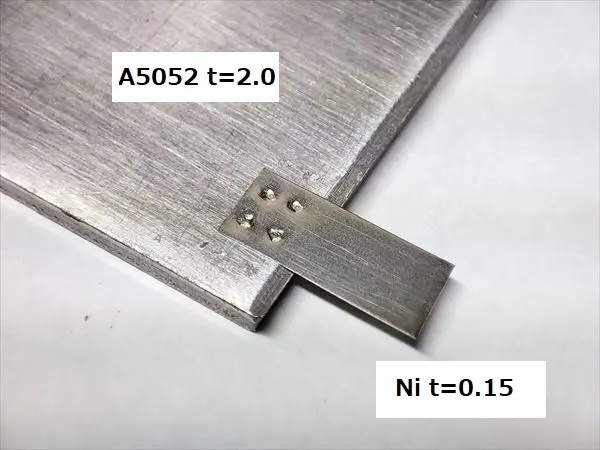
アーク溶接によるピンの付き立て(表面)
材質:インコネル600
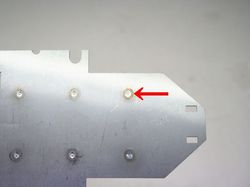
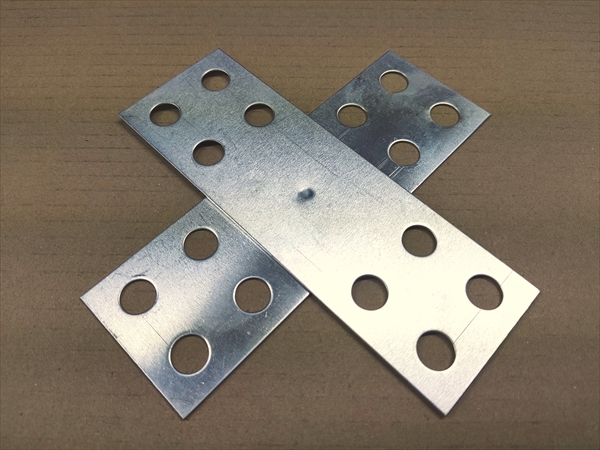
アーク溶接によるピンの付き立て(裏面)
裏面の凸凹を抑制したいとのご要望に対し、
インコネル本体板の厚み1.0mmでの、ピン
カシメは不可となり、アーク溶接で施工を
行った提案事例です。

肉盛溶接
ティグ溶接による、肉盛り溶接。
重工部品の接合を行う時に有効です。
材質:インコネル718

ティグ溶接
半自動機溶接で、溶接ビード部は、
盛り上がりや膨らみの少ない、
平滑な仕上りが可能です。
不活性ガスシールドを使用することで
インコネル素材への不純物混入が極めて
少なく溶接がすることが可能です。
材質:インコネル600
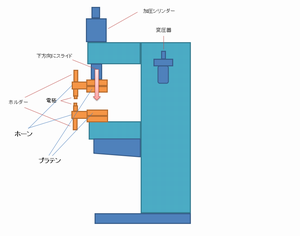
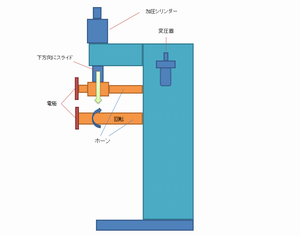
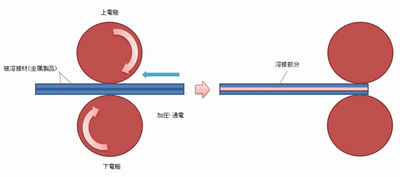
抵抗溶接は、被溶接材となる溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、溶融して接合される溶接工法です。
スポット溶接は、抵抗溶接機にプラテン部分にホーンという、いわば機械の腕にあたる真鍮(一般的に使用されている)の無垢材を取り付け、先端に電極を取り付けたホルダーを固定して使用します。電極は、ストレートタイプ、エルボタイプ、または自作の特殊なものまで、被溶接材に合わせて、最適なものを選択することによって、平板・筐体・線材と、さまざまなインコネルの溶接が可能です。
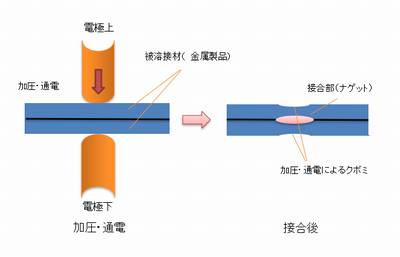
スポット溶接の特徴
1. 位置決めの冶具などの用いることにより、高精度な溶接が可能。
2. t0.03からの薄板溶接が可能。
3. 試作から量産へのシフトがスムーズに行えます。
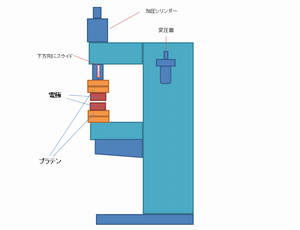
プロジェクション溶接は、抵抗溶接機にプラテン部分に直接専用の電極を取り付けて使用します。
被溶接材(インコネル)に、予めプレス加工もしくは、切削加工でプロジェクション(突起)を施し、上図のように、溶接電流をプロジェクションに集中させて溶接を行いますので、溶接後の被溶接材に対する負荷(熱歪等)を、最小限に抑えることのできる溶接方法です。量産時における薄板金属の合理的な接合方法としても有効で、厚板の接合にも適しています。
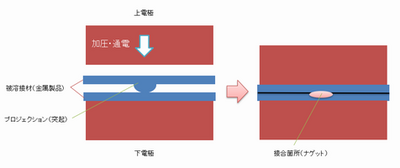
プロジェクション溶接の特徴
1、高精度:冶具電極(部品の位置決めと通電を兼ね備えたモノ)の精度を上げることによって、高精度に部品接合が可能です。
2、他の溶接方法(抵抗溶接以外)に比べ、プロジェクション(突起部)に熱が集中するため、熱影響を最低限に抑える事ができます。
3. 試作から量産へのシフトがスムーズに行えます。
シーム溶接は、抵抗溶接機のホーン上下先端に、円盤状の電極を取り付け、円盤の間に被溶接材2枚を重ね通し、連続的な通電と、加圧を電極の回転によって行い金属板や、網を直・曲線上に被溶接材を重ねた状態で、溶接することが出来ます。シーム溶接としては ,突き合わせて溶接する、ティグ(アルゴン)溶接やレーザー溶接でも、良好な溶接が可能ですが、ワーク精度が必要になり、溶接加工費としても上昇します。
シーム溶接の特徴
1、2枚の重ねた被溶接材を、連続的に早い速度で溶接が可能。
2、曲線部を含んだ、タンク等の気密溶接が容易にできる。
接合させる部品と電極(ティグ溶接・プラズマ溶接)の間に発生させたアークによって、部品の局部を溶かし、シールドガスを使用して接合する溶接方法です。アーク溶接は、突き合わせて溶接(t0.03~t2.0)が行えるのが特徴です。
ティグ(アルゴン)溶接は、大気から溶接による金属の酸化を防ぐために、タングステン電極の周りからアルゴンガスやヘリウムガスなどの不活性ガスを放出し、ガスのシールドを作ります。シールドガスを流した状態で、融点の高いタングステンと被溶接物 との間にアーク放電を発生せしめ、そのとき発生 する熱で溶接します。電子の流出 するタングステンを冷却し、電子の流入する被溶接物の発熱を促進 するため、タングステン電極をマイナス、被溶 接物をプラスにするように直流電源に接続することによってタングステン電極のダメージを抑制 し、効率よく被溶接材(インコネル)を溶融することができます。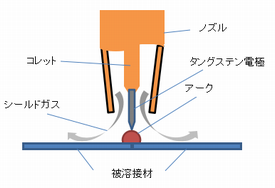
ティグ溶接の特徴
1. 不活性ガスシールドを使用することで、溶接金属への不純物混入が極めて少ない。
2. 様々な形状の溶接に適用できる。
プラズマ溶接は,アルゴンガスとウォール効果によるアークを緊縮させた非常にエネルギー密度の高いアーク熱源となります。このため、プラズマアークはTIGアーク(自然放電アーク)よりも高温で、プラズマ気流を伴った細くて長いアーク形状となることから多くの特長で、ティグ溶接と比較して、プラズマアークの被溶接材への広がりが少なく集中した熱源となります。一方、ティグ溶接の熱源は、被溶接材に対して、末広に広がる形状になりますのでプラズマ溶接は、ティグ溶接とYAGレーザ溶接のほぼ中間的な溶接方法として、ワーク精度を高めなければなりません。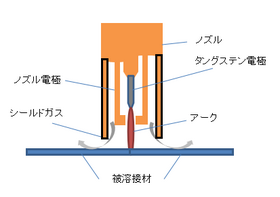
プラズマ溶接の特徴
1. 不活性ガスシールドを使用することで、溶接金属への不純物混入が極めて少ないです。
2. 様々な形状に適用でき、かつ溶接姿勢に制限がありません。
3. 熱源を集中させて溶接を行いますので、溶接による熱影響の抑制が行えます。
レーザー溶接とは、光源をレーザー素子にあて、誘導放出現象を起こし強力なレーザー光化を行い、集光して金属に照射し、金属を局部的に溶かし固めて接合する方法です。 レーザー溶接はアーク溶接に比べ、溶接時に生じる熱影響が少なく、スポット径を小さく、ビード幅も狭く、そして深く溶接することが可能です。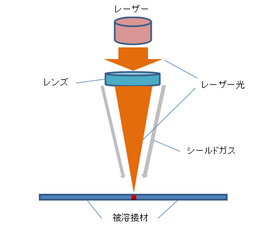
レーー溶接の特徴
1. 局部的に高速で溶接が行えるので、ワーク周囲の熱影響が少なく熱歪みが小さい。
2. 非接触で加工できるため抵抗溶接に比べワークの変形が少ない。
3. 電極メンテナンス(研磨等)等を必要としない。
真空状態で、フェラメントを加熱することで、電子が放出され、そこに高電圧を与えてビームを形成し、溶接させる部品に照射を行い溶接する方法です。真空状態で溶接を行うため、ビームは100%で溶接部分に照射されるので、狭い溶接範囲で深く浸透することが可能で、インコネルを始め、チタン・ニオブなどの活性金属などにも有効です。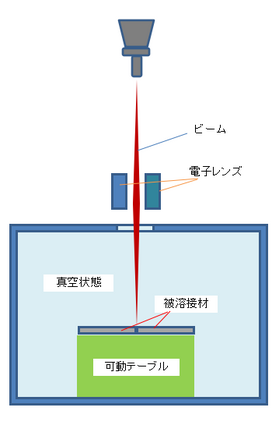
電子ビーム溶接の特徴
1、局部的に高速で溶接が行えるので、ワーク周囲の熱影響が少なく熱歪みが小さい。
2、ビームは被溶接材に対し浸透性が高く、厚板溶接にも有効です。
3、ビームスポット径は0.2mm程度という極めて狭い範囲が、レーザー溶接と同じ要素で、無接触溶接、部品の端面精度,及び部品位置決めをセットする治具などの精度も要求されるので、一次加工(金属プレス等)の精度が要求され、製品コストが上がってしまう要素を含みます。
インコネル母材を密着させ、真空状態や、不活性ガスの中で、母材の接合以下の温度条件で、加圧・加熱を行い、接合面間に生じる原子の拡散を利用して接合する方法で、固相接合の一種となります。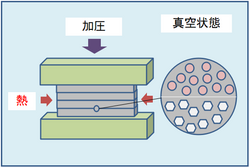
拡散接合(熱圧着)の特徴
1、薄板金属であれば、複数枚を同時に接合することが出来る。
2、スポット溶接等で母材を仮固定させることによって、連続的に加工が行えますので量産対応が可能。
3、母材を加圧させて拡散接合を行いますので、熱歪が抑制される。インコネルの溶接事例「こだま」がご提供できること
<インコネル625>
インコネル 600 の特性• アルカリ、酸化、炭化、窒化に対しての耐性
• 室温および高温下で応力腐食割れに対しての耐性
• 乾燥した塩素および塩化水素に対しての耐性
• 氷点下、室温および高温下(700℃以下)で機械的特性
インコネル 600 の適用分野化学・食品工業の製造装置、熱交換機・加熱部材・部品、熱処理治具、原子炉部品、電子機器部品
<インコネル625>
インコネル 625 の特性• 高いクリープ破裂の強度
• 侵食、孔食、隙間腐食、粒間腐食への耐性
• 塩化物イオン応力割れげの耐性
• 非磁性体で、機械的特性が良いインコネル 625 の適用分野化学工業製品製造設備、公害防止設備、核融合炉設備、原子炉部品、航空宇宙機器部品、海水処理設備
<インコネル718>
インコネル 718 の特性• 焼鈍し状態で、加工特性が良い
• 氷点下、室温および高温下(700℃以下)における優れた機械的特性
• 1000℃以下の耐酸化性が高い
• 引っ張り強度、疲労強度、クリープ破断強度が高い
• 非磁性体で、機械的特性が良い
• アーク溶接および抵抗溶接プロセスによる溶接性が良好(溶接後割れの心配がない)
インコネル 718の適用分野ガスタービン、ロケットエンジン部品、高張力ボルト、スプリング、原子炉部品、宇宙船部品
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。