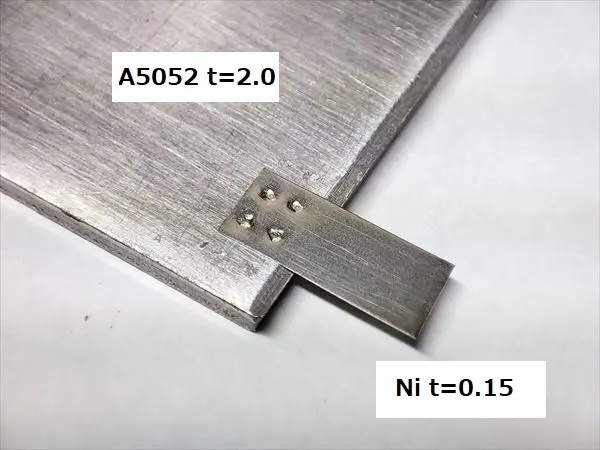
アルミスポット溶接

熱電対のレーザースポット溶接
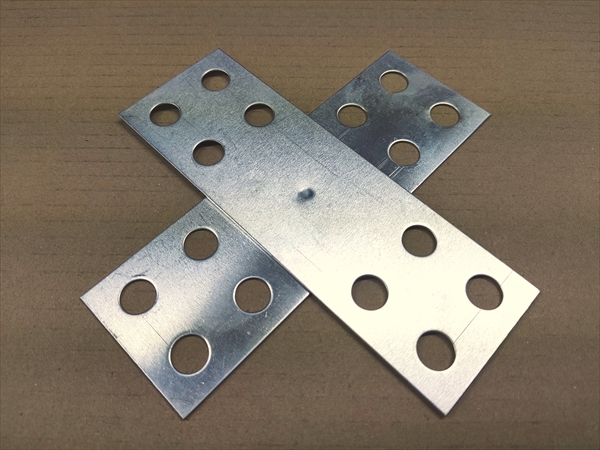
高張力鋼板のプロジェクション溶接

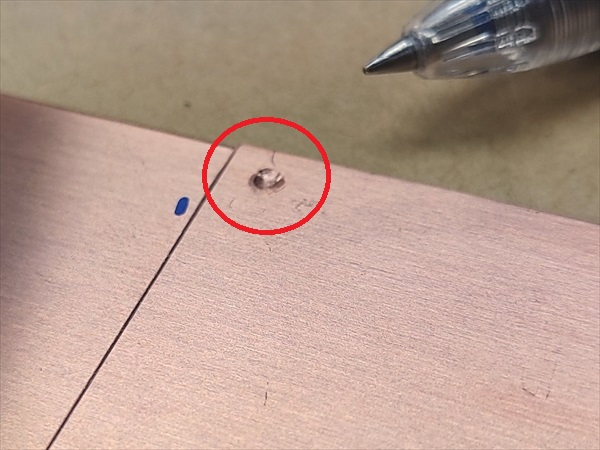
銅材のアークスポット溶接

チタンメッシュのスポット溶接

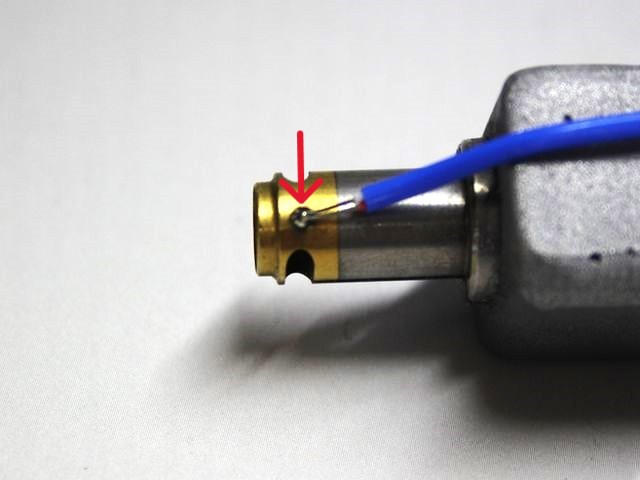
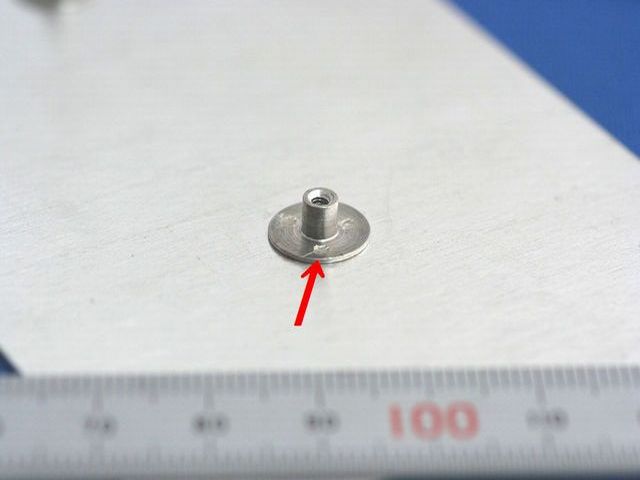
リード線のスポット溶接
※その他スポット溶接の加工事例は、こちらから
※各種溶接テスト 受託加工については、こちらから
◆あらたな鋼鈑での、スポット溶接条件の確認がしたい(開発部門)
◆プロジェクション溶接の条件を確認したい(開発部門)
◆スポット溶接の条件出しから、スポット溶接機までサポートして欲しい(技術部門)
◆スポット溶接部が外れるので、適切な条件がしりたい(製造部門)
上記のような、課題解決のお手伝いをいたしております。
※自動機設備は、現在取り扱いしておりません。
※資料提出のみ、現場での立会いは、対応いたしておりません。
スポット溶接条件のご相談は、お気軽にお問い合わせください。
※仕様書・治具電極・適切なスポット溶接機の導入まで、サポートいたします。
1)各種溶接の受託加工
2)冶具電極の設計・製作
2)部品接合の構想段階からのご相談(接合の方向付け)
3)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
4)試験、溶接条件販売、スポット溶接機の選択・販売支援
![]()
社内で、スポット溶接をされている際、機械メーカーの仕様書や、何度か実施テストを繰り返した結果で、自社のスポット溶接条件を出されていると思いますが、スポット溶接箇所のハズレ問題が解消できないという、ご相談をよくお受けます。また、開発段階で、素材の適切な溶接条件の提示が、必要になったなどの案件のご相談もよくお受けします。スポット溶接は、他の溶接方法と比較して、極めてシンプルで合理的な溶接方法ですが、溶接しようとする部品材質の特徴、板厚、形状などを把握したうえで、適切なスポット溶接条件をださなくてはなりません。
「こだま」ではご相談をお受けした際に、まず第一段階として、スポット溶接されようとする素材と部品形状、加工数などをお聞きして、本来スポット溶接で接合するのが適切なのかを確認します(無償)。次に適切であるとなった場合、部品をお預かりして、スポット溶接の実施を行い、適切なスポット溶接条件(加圧・通電時間・電流値)を書面にてご提示しています(有償)。また、重要要素として電極の管理が必要となりますが、その際には有償となりますが、1ロット数をお預かりして、実際にスポット溶接加工を行い電極管理の実施内容をご提示しています。

スポット溶接は、三大要素
1、加圧(kgf/cm2)
2、溶接電流(A)
3、通電時間(サイクル)そして、電極と電極管理が重要となります。
「こだま」では、測定器を使用し、よりスポット溶接の施行位置に
近い場所での出力を測定することが可能です。
加圧は、加圧計を使用して実際の確認を行います。

スポット溶接条件測定機モニター画面

ステンレス材のスポット溶接条件
溶接性の良い材質ですが、仕様に
よっては、分流が生じて困難になります。
リン青銅のスポット溶接条件
溶接性は良いですが、どの状態で
接合されたいるのか分かりにく材質です。
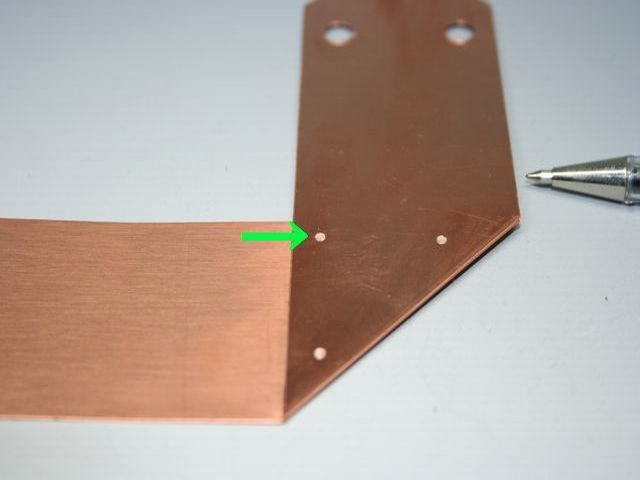
銅板のスポット溶接条件
無酸素銅(C1020)のみの対応となります。
銅同士であれば、t0.5までが限界です。
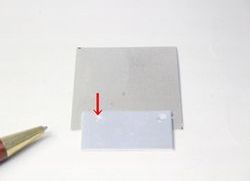
ステンレスのプロジェクション溶接条件
簡易電極を製作し、溶接の実施。

ステンレスのプロジェクション溶接条件
表面に傷がついては商品化出来ないので
簡易電極を製作し、特殊な溶接の実施。

アルミ線材(φ5.0)のスポット溶接条件
材質は、A5052材がベストです。
不純物が、溶接部に混入すると爆火
するので要注意。
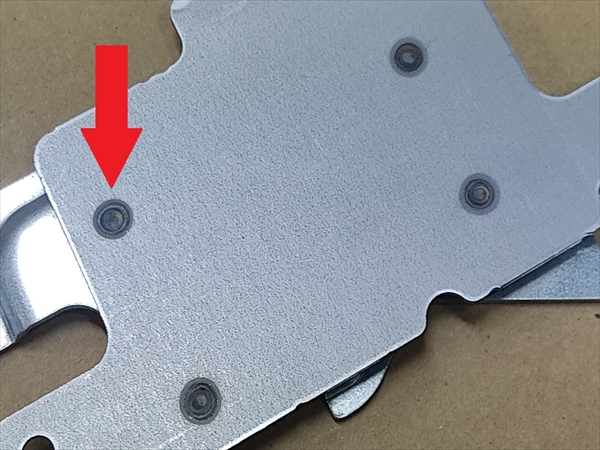
ハイテン材のスポット溶接条件
高張力鋼板の特徴を把握した上での、
最適な溶接条件だし。

真鍮のスポット溶接条件
不純物が、溶接部に混入すると爆火
するので要注意。

チタン合金のスポット溶接
チタンは、溶接性が良いいのですが、
加熱により表面酸化が,著しい材質です。
スポット溶接時に局部的な加圧や、
シールドガスを使用して、酸化を防ぐ
ことが可能です。
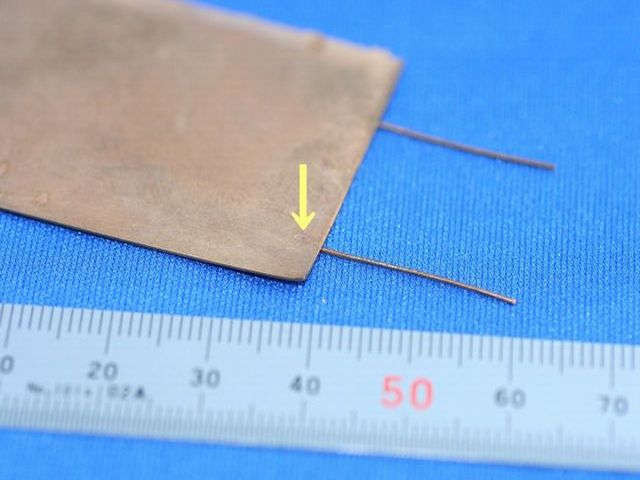
熱電対のスポット溶接条件
アルメル線とクロメル線が溶接で切れない
ように二次的にスポット溶接を行っています。

鉄のスポット溶接条件
溶接性の良い材質ですが、仕様に
よっては、分流が生じて困難になります。

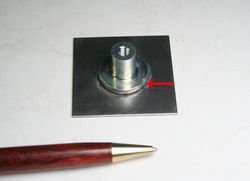
鉄プロジェクション溶条件
簡易治具を製作し、溶接の実施を行いましが、
引っ張り強度は1トンをこえました。
プラチナのスポット溶接条件
さまざまな非鉄金属に対応しています。
マグネシウム合金のスポット溶接条件
不純物が、溶接部に混入すると爆火
するので要注意。
リン青銅線材のスポット溶接条件
スポット溶接条件の絞込が必要です。
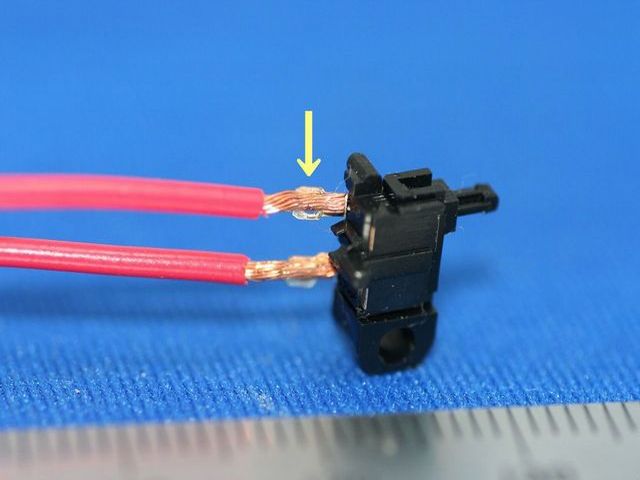
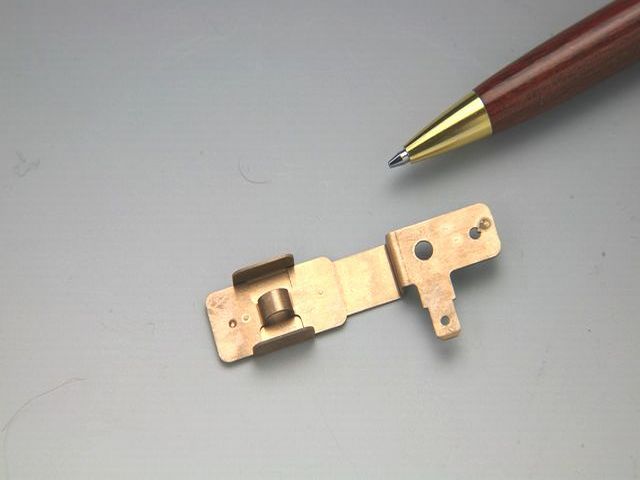
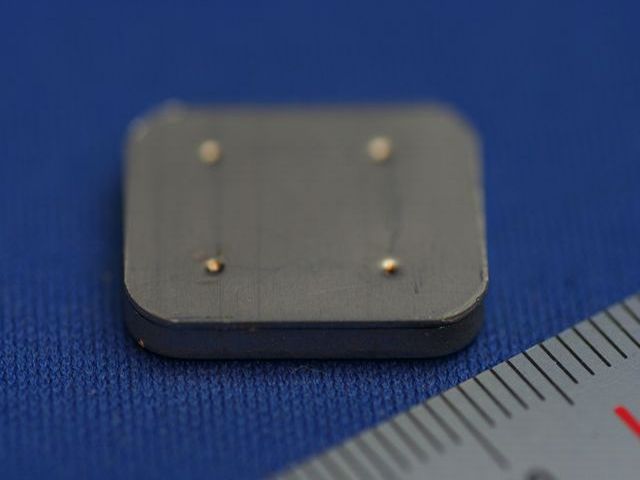
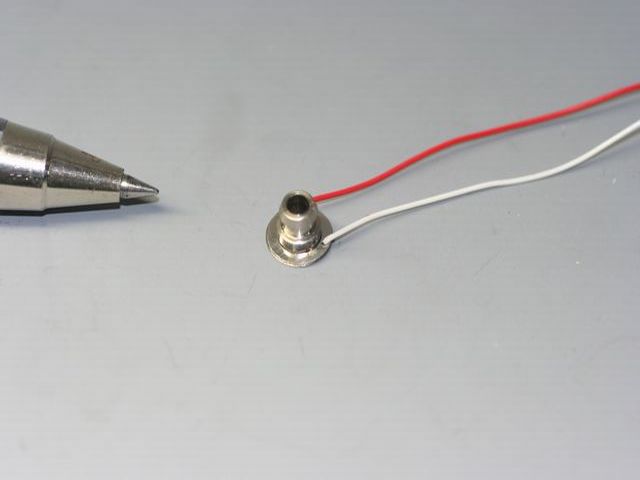
リード線のスポット溶接条件
ダイレクトにリード線を端子に溶接を行う
のか事前にヒュージングを行うのかの
選択が必要です。
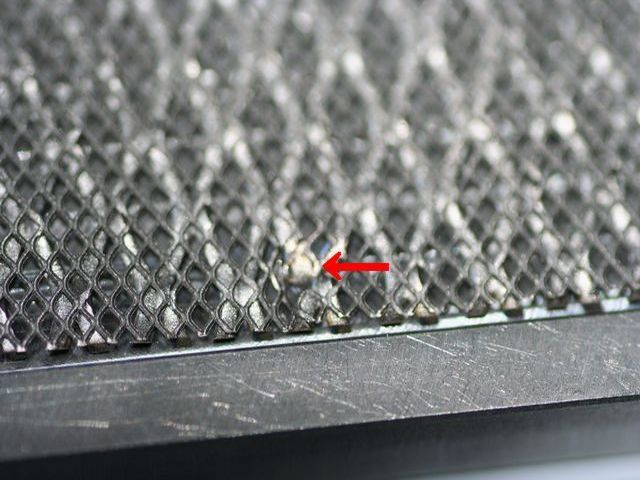
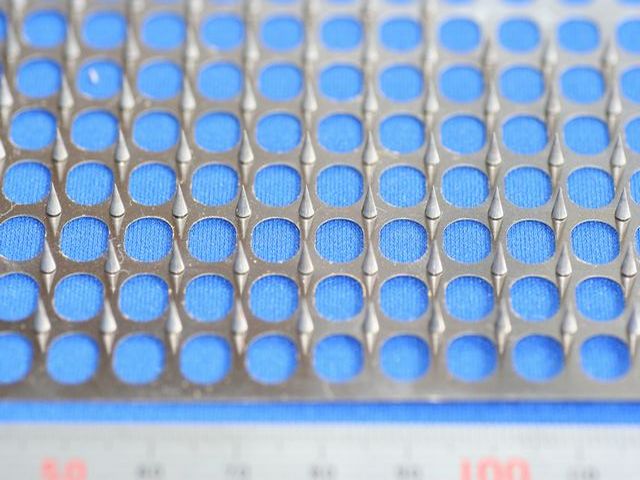
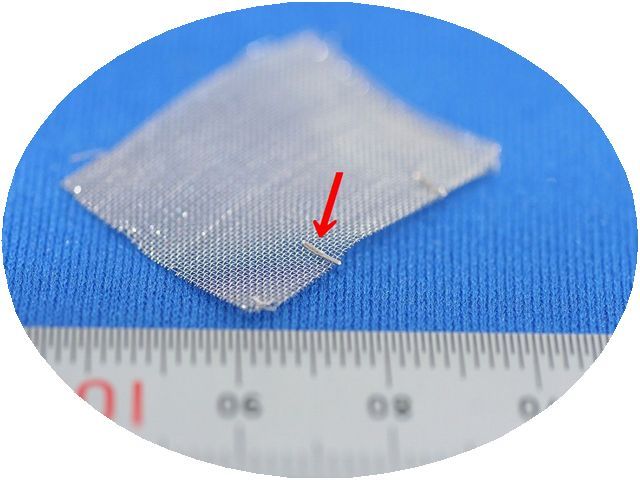
チタンメッシュのスポット溶接条件
チタン特有の溶接後の酸化を考慮して
溶接を行います。

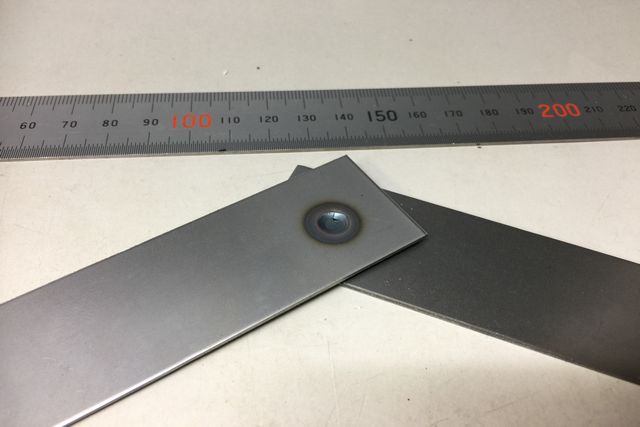
ステンレス付き立て溶接の条件
簡易電極を製作し、溶接の実施。
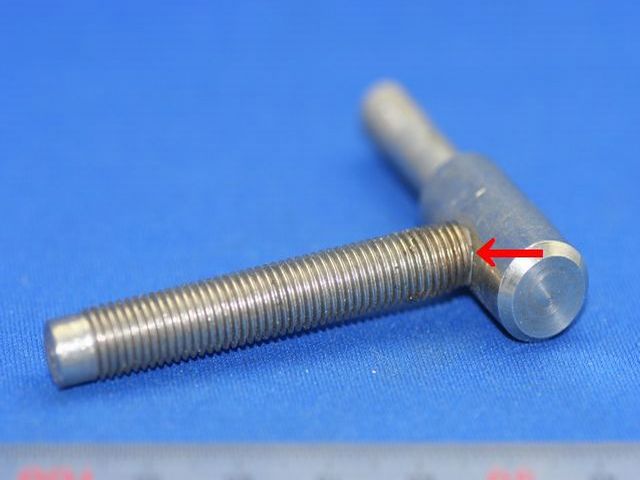
ステンレス付き立て溶接の条件
簡易電極を製作し、溶接の実施。
SK材のスポット溶接
溶接時に、なましを施して溶接強度を
上げています。
・直流インバーター式抵抗溶接機
・単相交流式抵抗溶接機
・単相整流式抵抗溶接機
・プロジェクション溶接機
・トランジスタ式溶接機
・薄板(t0.1~t0.35)用シーム溶接機
・電池専用溶接機(電池タブ付け・組電池製作)
・アークスポット溶接機
(接合方法の選択から、仕様書の販売、機械設備の販売まで、対応いたしております)
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。