新素材開発や、製品における材料変更で、溶接の確認が生じた場合、
「こだま」は異種金属接合を含め、受託加工として対応しています。
お気軽にお問い合わせ下さい。
◆各種テストピースにおける、溶接条件の設定テスト
◆異種金属接合(ページ下部に資料有り)
◆溶接条件の提出
◆各種試験結果の提出
◆秘密保持契約(有償になります)
必要に応じて対応いたします。
 |
 |
 |
|
|
 |
 |
「こだま」は創業50余年、各種部品約12000種類もの各種溶接に従事してまいりました。
平成17年大阪市より、大阪テクノマスター溶接部門として代表が認定され、
日々、技術の進化に努めております。
 |
<対応種目>
| スポット溶接 | プロジェクション溶接 | バット溶接 | シーム溶接 | ティグ溶接 | ヒュージング |
| レーザー溶接 | ロウ付け | 抵抗ロウ付け | 真空ろう付け | 電子ビーム | 超音波接合 |
新素材の場合は、成形テストも必要ですが「こだま」では、
素材への、各種成形加工も行っております。
加工の技術情報は、こちらから
(対応不可なモノもあります。)
![]()
溶接テストのことなら、お気軽にお問い合わせ下さい!!
※お客様の守秘義務を踏まえて、立ち会いはお断りしておりますので、ご了承ください。
 超音波金属接合 銅とアルミの接合事例。超音波金属接合とは、一方の金属 超音波振動を与えることにより、2つのパーツの境界面に摩擦熱が生じ、拡散による金属原子の移動を発生させ、固相溶接状態を作り出す異種金属の接合方法です。 |
 摩擦圧接 銅とアルミの接合事例。摩擦圧接とは金属同士を突き合わせまたは重ねて、回転接触させることで発生する摩擦熱を利用し、高い圧力を加えて、異種金属を接合する工法です。摩擦圧接部は高い強度が得られ、比較的小規模な設備で接合が可能です。 |
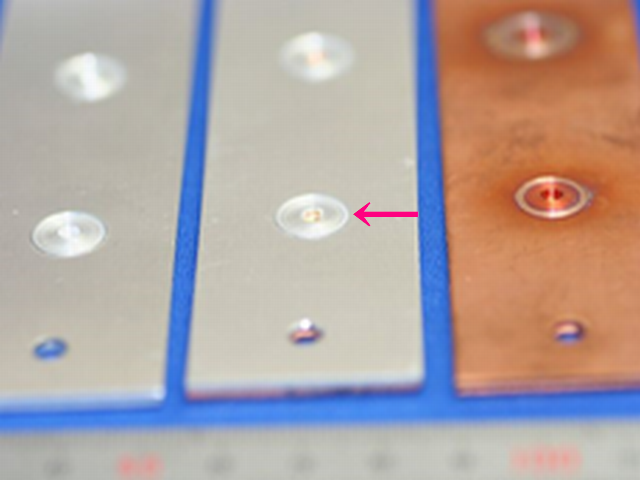
 プロジェクション溶接 新素材の鋼鈑に、ウエルドナットのプロジェクション溶接の、溶接試験(テスト)を行った事例です。支持された、溶接仕様書(加圧・電流・通電時間)に基づき、数十種類の仕様で、プロジェクション溶接テスト加工を行った事例です。 |
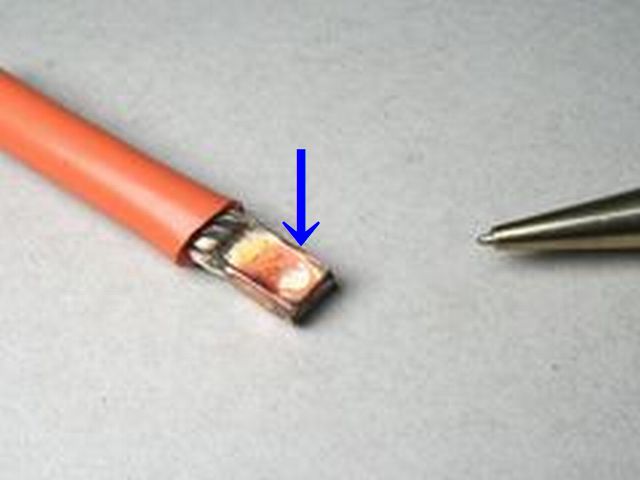
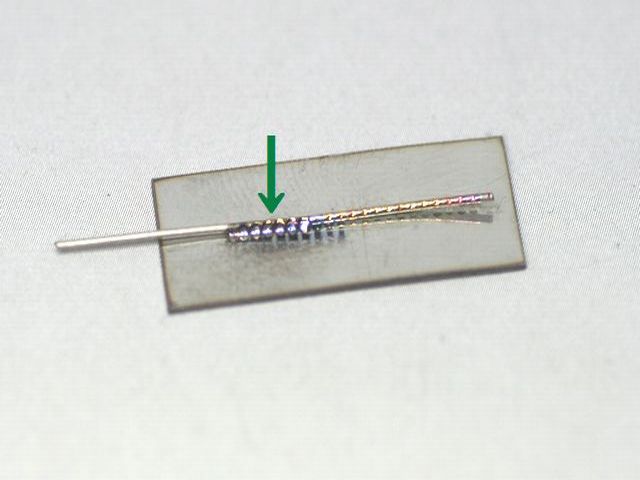
 抵抗ロウ付け 銅線の先端を平潰ししたものを、端子に挿入し抵抗ロウ付けを行った事例です。銅材製品の接合方法としては、他にレーザー溶接、超音波接合等がありますが、面接合・価格を考慮した場合、抵抗ロウ付けが最適です。 |
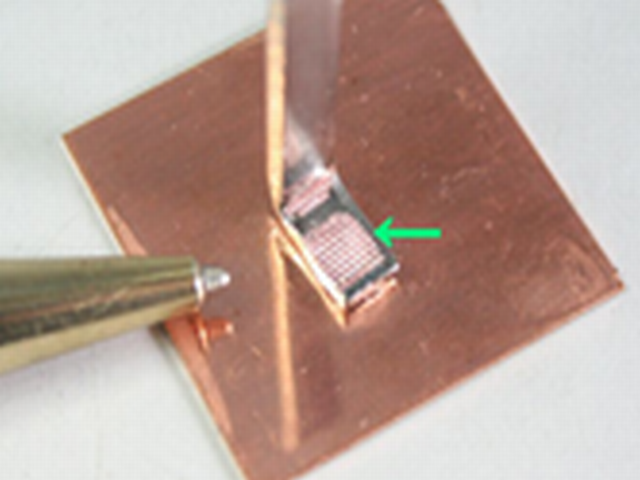
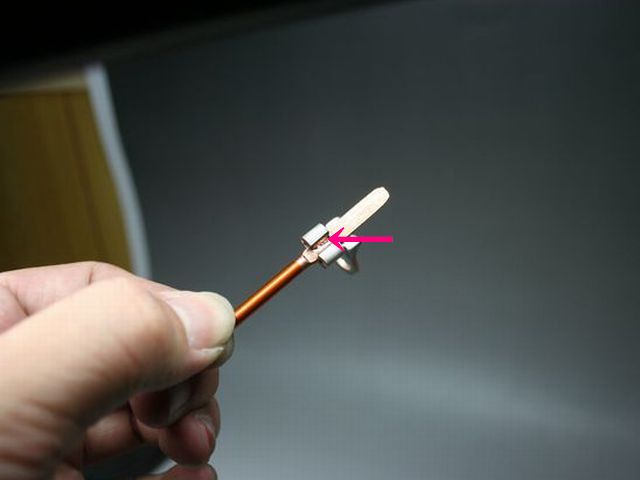
 ヒュージング φ10のリッツ線をヒュージングテスト。 リッツ線はエナメル加工されているため、そのままでは電気が通らず、電極や、バスバー(ブスバー)などに、接合ができません。ヒュージング加工を行うことで、絶縁のエナメル部が溶けて、通電し、抵抗溶接や抵抗ロウ付けなどを、行うことが可能となります。 |
 スポット溶接 大学研究機関からのご依頼で鉄系新素材のスポット溶接性を調べるために、スポット溶接テストを行いました。各種検査も実施。鉄系材料の溶接では、炭素含有量が多く含まれている場合には溶接による熱影響により、焼きが入り割れやすく脆くなります。そのため、鉄系材料で溶接を行う場合には炭素量にも注意が必要です。 |
 バット溶接 炭素鋼の炭素含有量の、バット溶接時の焼入れ状態テスト。5種類の炭素含有率の異なる、各種テストピース(平板)を、同一溶接条件でバット溶接を行い、強度テストによる破断の確認。溶接後のテストピース・破断テスト後のピース・結果資料の提出。 |
 レーザー溶接 SUS304 φ0.6の線材と、t0.5プレートのレーザー溶接テスト。 線材の両側からレーザー溶接を行い、線材の溶け込み度合いの確認を行いましたが、画像で見るように、線材を残したまま溶接が行えました。ヒートバランスの差が大きいワークでも、良好な溶接結果が得られます。 |
 電子ビーム溶接 アルミ材の電子ビーム溶接テスト。電子ビーム溶接とは、真空中でフィラメントを加熱させ、放出された電子を高い電圧で加速させ、電磁コイルで収束させビームかして、溶接する部品同士の突き合わせ部にビームをあてて、異種金属の溶接を行う方法です。 |
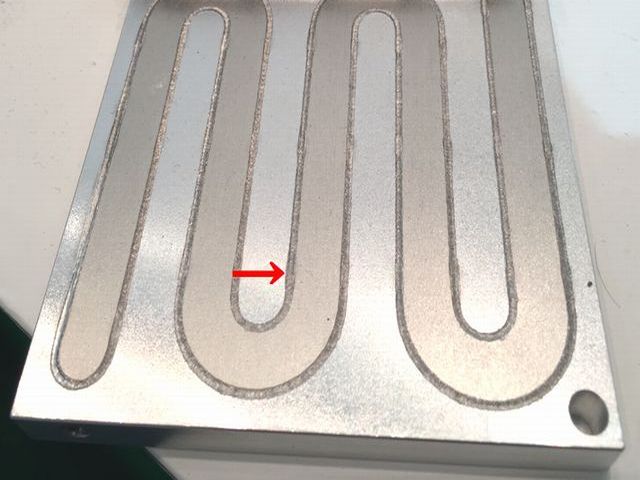
 真空ろう付け(ブレージング) フィンの真空ロウ付けテスト。真空うろ付け炉の中を真空状態にしてから加熱し、母材を溶かすことなく、ロウ材のみを溶かし、異種材を、接合する方法です。炉内の温度を高精度に管理調整できるため、精密部品の接合にも適しています。 |
その他、溶接テストの事例は、こちらから
新素材の鋼鈑における溶接テストピースを製作した事例です。
提示された、溶接仕様書(加圧・電流・通電時間)に基づき、
数十種類の仕様でスポット溶接を行いテストピースの加工を行いました。
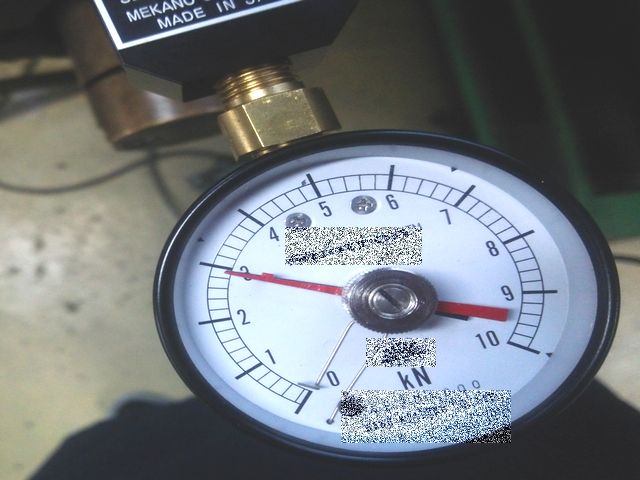
 i加圧力計による加圧力測定 i加圧力計による加圧力測定 |
|
仕様内容は、計測精度を上げるためにスポット溶接を行う電極部分で、すべて計測を行っています。
新素材の、成形(形状カット、穴あけ、エンボス、絞り等)も対応しております。
溶接データーは、ご要望であればデーターリストとして、ご提示いたします。
※守秘義務を踏まえて、立ち会いはお断りしておりますので、ご了承ください。
スポット溶接 強度検査
一般的には、t1.0以下(目安)の強度基準値は、スポット溶接箇所が、破壊テストによって母材から契れる状態を
マックスに、要望基準によって調整を行います。
|
工具を使用した、簡易的な剥離テスト |
|
※チタン64合金、スポット溶接、破壊テスト
別途費用が必要となりますが、万能材料試験機による引張強度試験や耐荷重試験を行い数値化も可能です。
|
引っ張り試験機 |
◆対応材質
鉄・鉛・錫・銅・銀・白金・マグネシウム・アルミ・マンガン・コバルト・タングステン・モリブデン
パナジウム・タンタル・ニオブ・レニウム・ニッケル・ステンレス・パーマロイ・インバー
各種焼結材等の異種金属の接合及び、セラミックス等の異種材との接合
◆接合工法の異種金属材料の適用性
| 接合工法 | 同種金属 | 異種金属 | |
| 抵抗溶接 | ◎ | ◯ | |
| 溶融溶接 | レーザー溶接 | ◎ | ◯ |
| 電子ビーム溶接 | ◎ | ◯ | |
| アーク溶接 | ◎ | ◯ | |
| 固相接合 | 摩擦圧接 | ◎ | ◯ |
| 拡散接合 | ◎ | ◯ | |
| ロウ接 | ロウ付け | ◎ | ◎ |
| 接着 | 接着材 | ◎ | ◎ |
| 機械的締結 | ボルト・リベット・カシメ | ◎ | ◎ |
異種金属接合詳細は、こちらから
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。

 溶接電流の実効値測定
溶接電流の実効値測定


{kind=link}