![]()
タングステンは、金属の中で最も融点が高く、金属としては比較的大きな電気抵抗を持つ材料ですので、
タングステンそのものを溶かす溶接は困難なため、下記接合方法で対応します。
 |
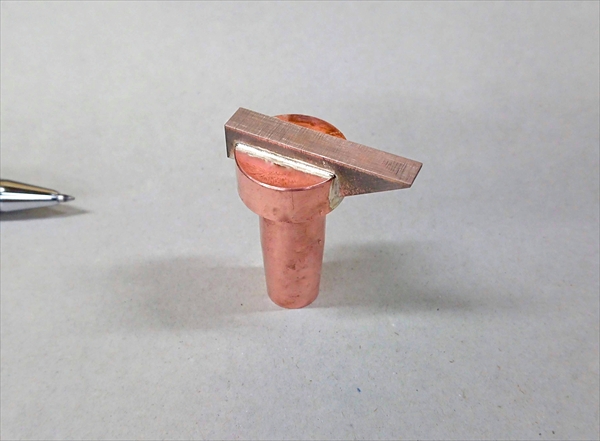
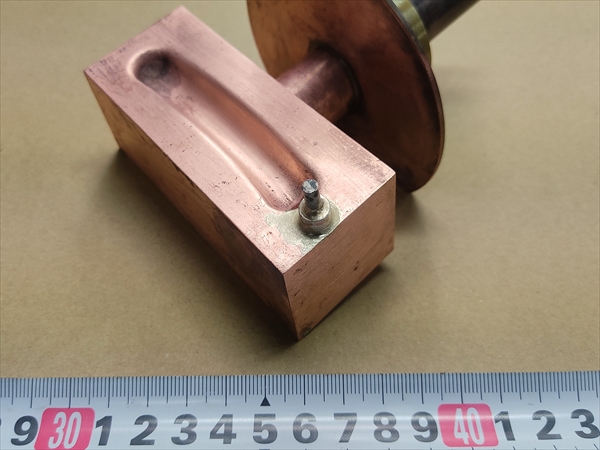
タングステンと、クロム銅の銀ロウ付け 接合強度は、銀ロウ材の強度となりますが、 「こだま」では、抵抗溶接用の電極として使用していますが 作業上に対する強度は、ほとんど問題なく使用できています。 「こだま」では、ロウ付けの他、タングステン部品の切削、 及び、ワイヤーカット等の成形加工にも対応しています。 |
 |
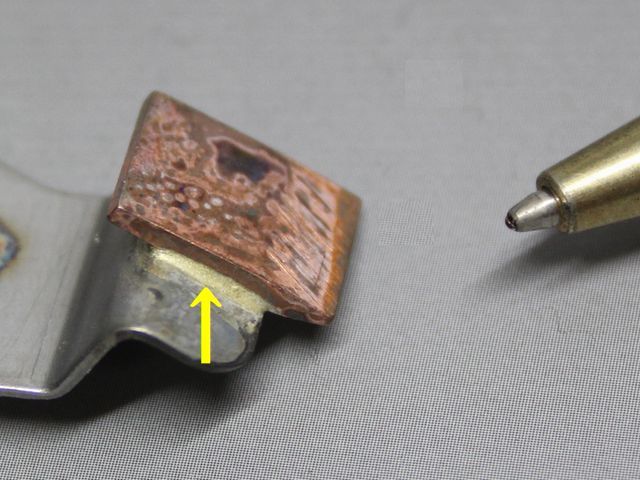
スポット溶接を用いたチタン無垢材と、タングステン線の接合 溶接条件の狭い範囲を洗い出し、スポット溶接を行った事例です。 この場合、タングステンが溶けた状態になっているのではなく、 拡散接合(※1)されています。 |
(※1)拡散接合とは、
接合する材料同士を密着させ,真空状態で加圧・加熱を行い、接合面に生じる原子の拡散を利用して接合する方法。
(タングステン電極を使用した、溶接・接合)
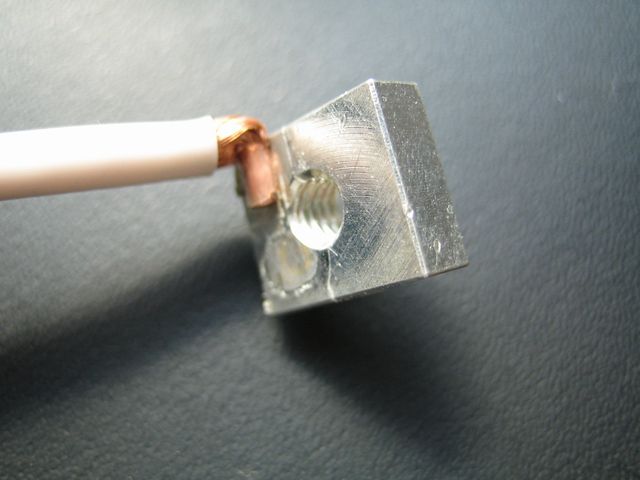
 タリード線と銅端子のタングステン溶接 |
 タングステン電極を使用した、マグネットワイヤのヒュージング加工 |
|
|
 タングステン電極を使用した、リッツ線のヒュージング加工 |
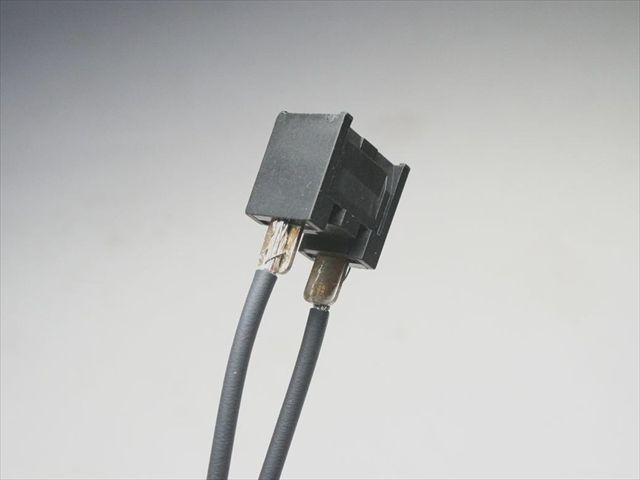 リード線と接点部分のタングステン溶接 |
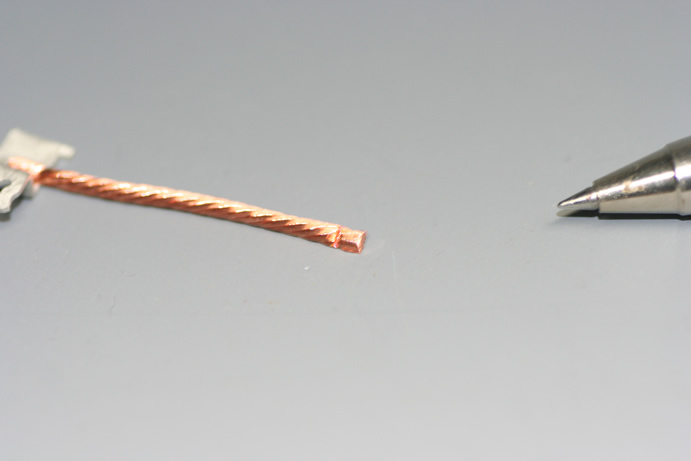 タングステン電極を使用した、リッツ線のヒュージング加工 |
 リード線と接点部分のタングステン溶接 |
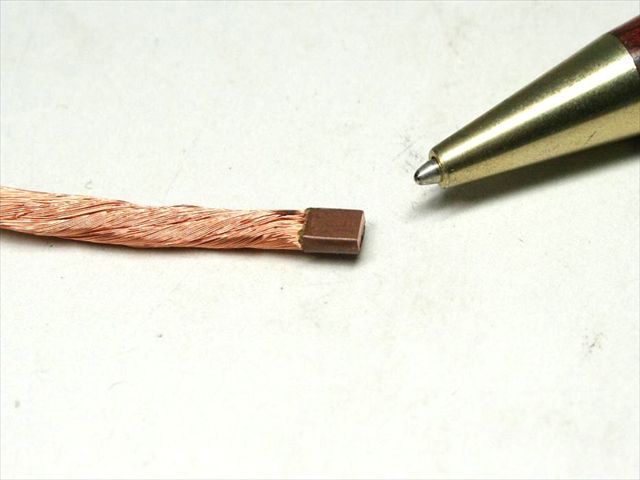 タングステン電極を使用した、リッツ線のヒュージング加工 |
![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。