![]()
| ご依頼数量 | 1個から(部品支給の場合予備品は必要です) |
|---|
ピンの種類は必要用途に応じてさまざまですので、材質・径・製作数によって溶接方法も異なります。また、使用方法に合わせてピンの接合部分に加工を加え、最適な溶接状態の確保が行えます。溶接しようとする対象物と、ピンをダイレクトに溶接しようとすると、対象物とのヒートバランスの違いにより、難度が上がりますが、適切な溶接方法の選択と、必要に応じて製作する冶具・電極を使用することで、溶接強度が確保できます。
※仕様によっては溶接不可なものもあります。
ピンの溶接方法には、抵抗溶接(マイクロスポット溶接・スポット溶接・スタッド溶接・プロジェクション溶接)と、
アーク溶接(マイクロアーク溶接・アーク溶接)が適していますので、事例を使ってご紹介します。
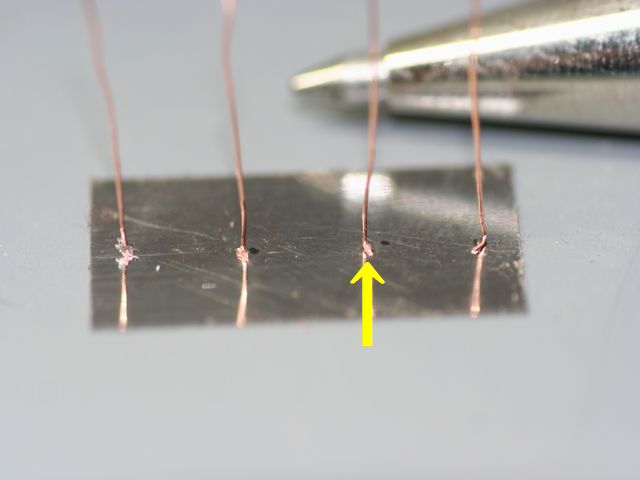
ピン(φ3.0)とプレート(t1.0)のアーク
スポット溶接の事例です。プロジェクション溶接
でも可能ですが、冶具電極が必要となり、
製作数に合わせてアーク溶接を選択しました。
材質:SUS304 表面
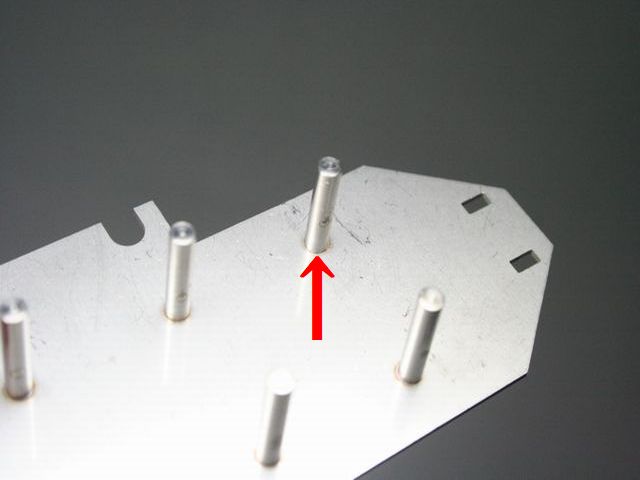
ピン接合部に溶接しやすいようにフランジの
成形を行い、その裏側にプロジェクションを
施し、プレートに溶接を行った事例です。
材質:鉄
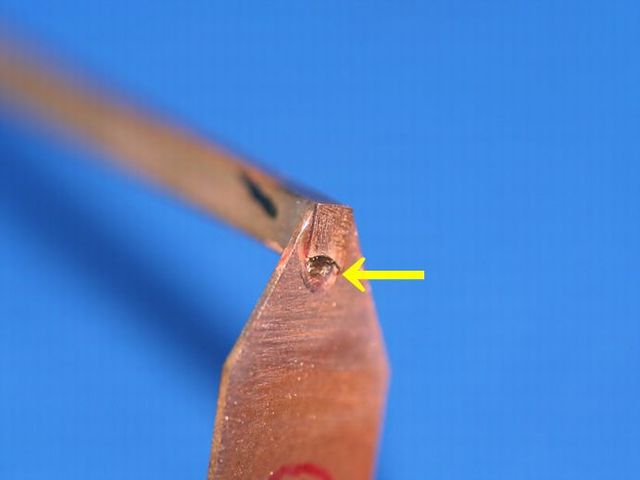
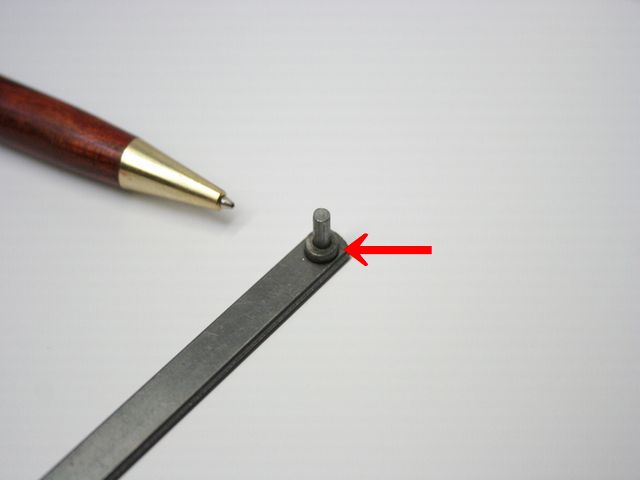
先端に球状に成形を行った逆側のストレート
部をダイレクトにスタッド溶接を行った事例
です。使用に応じてダイレクトに溶接を行っ
ていますが、溶接難度は上がります。
材質:鉄
薄板(t0.1mm)と線材(φ0.5mm)のマイクロ
スポット溶接事例です。
材質;SUS304 裏面
表面
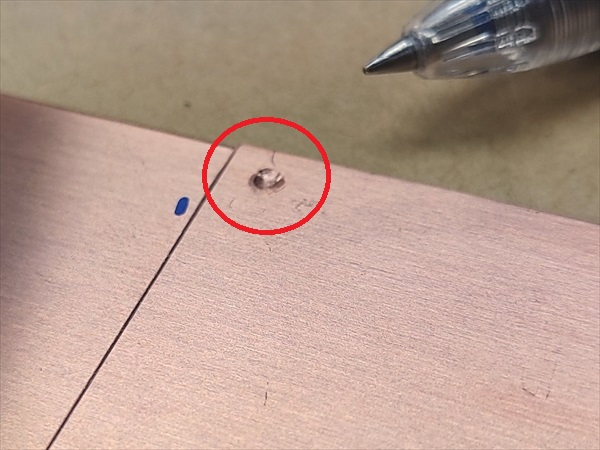
プレート(t0.8)と銅角棒のアークスポット
溶接ヒートバランスの差が大きな母材での
溶接でも治工具を使用することにより安定し
たアークスポット溶接が可能です。
材質:C1020(無酸素銅)
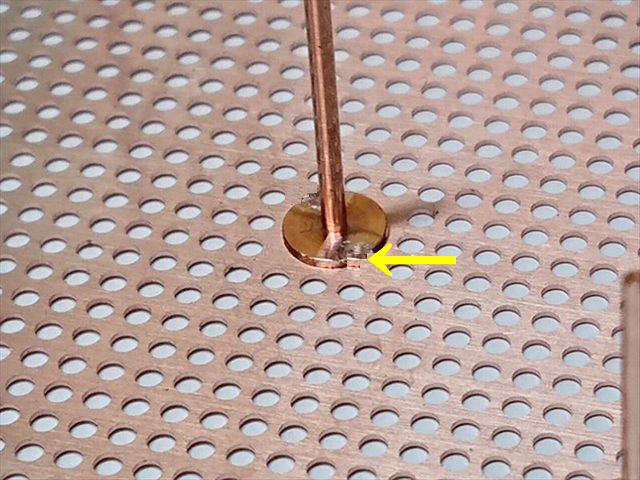
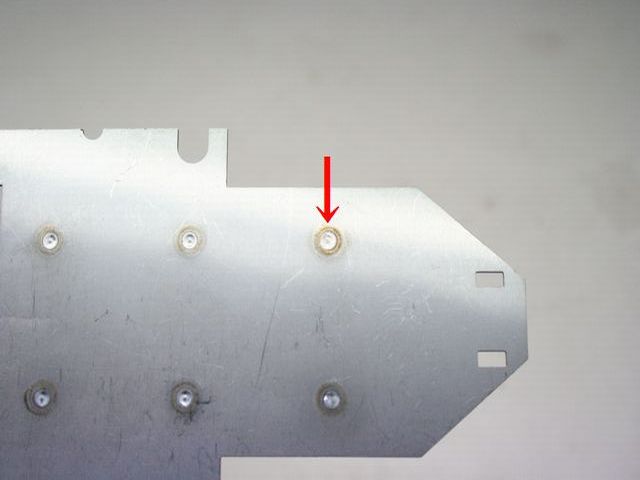
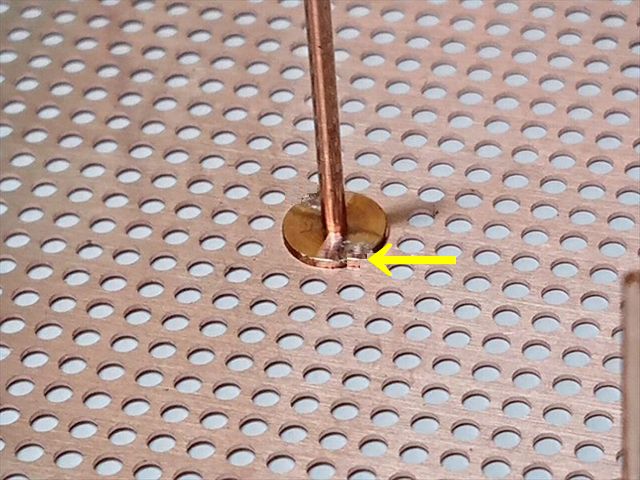
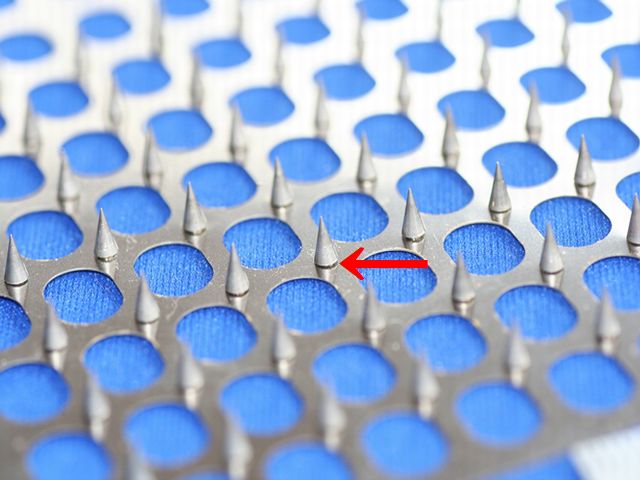
ピン接合部に溶接しやすいようにフランジの
成形を行い、パンチングプレートにスポット
溶接を行った事例です。
材質:C1020(無酸素銅)
接合部φ2.0の三角錐電極部品に、プロジェク
ション(突起)を施し、t0.3のパンチングメタ
ルに、マイクロプロジェクション溶接を行な
った事例です。 材質:SUS304

切削によってピンに切り込みを入れて、その
間にプレートを差し込んで切削品を上下から
ダイレクトに電極(チップ)で抱え込んで、
スポット溶接を行った事例です。
材質:SUS304

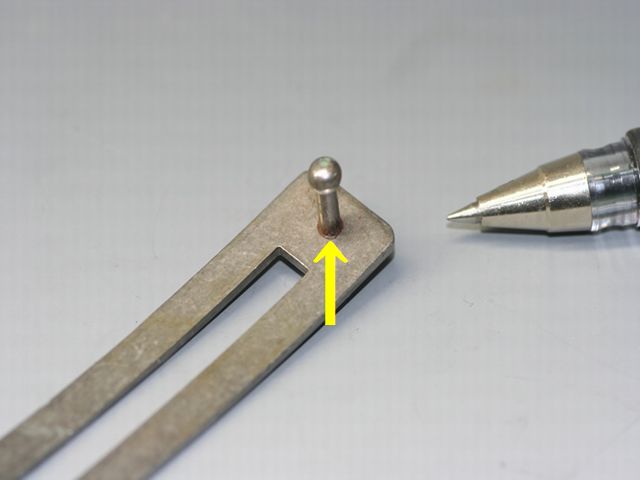
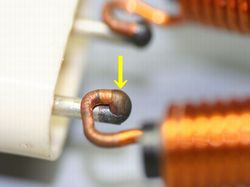
王冠上のシャフト先端部とコイルバネの
マイクロアークスポット溶接の事例です。
ワーク精度が低い部品でも対応可能な、
微細溶接方法です。 材質:SUS304
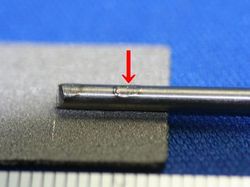
シャフト(φ3.0)と焼結材(t0.8)のスポッ
ト溶接事例。 材質:チタン6-4合金
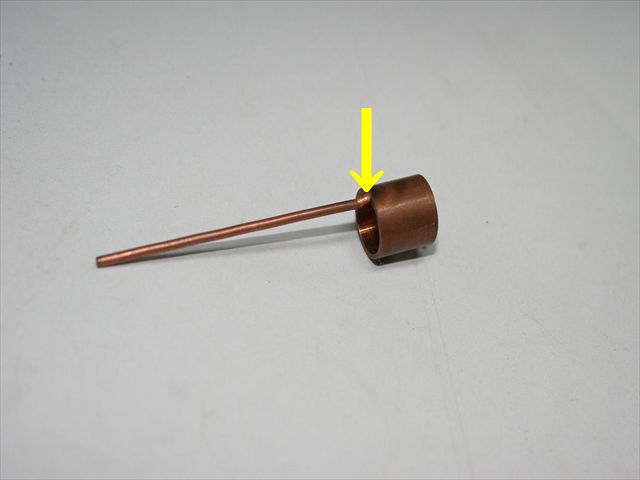
ピン(φ1.6)と、パイプ(t1.0)と
アークスポット溶接の事例です。
材質:C1020(無酸素銅)
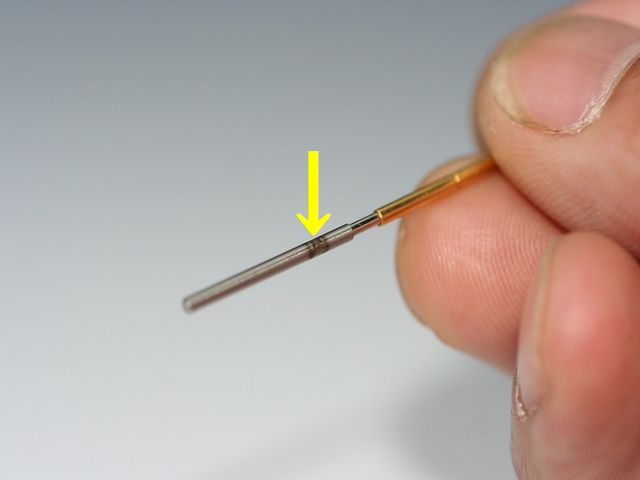
シャフト(φ2.0、銀メッキ)とコイル
(φ1.6)のアークスポット溶接の事例です。
材質:C1020(無酸素銅)
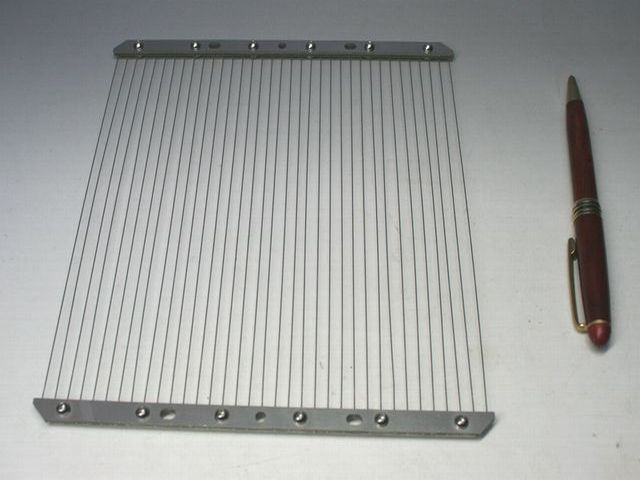
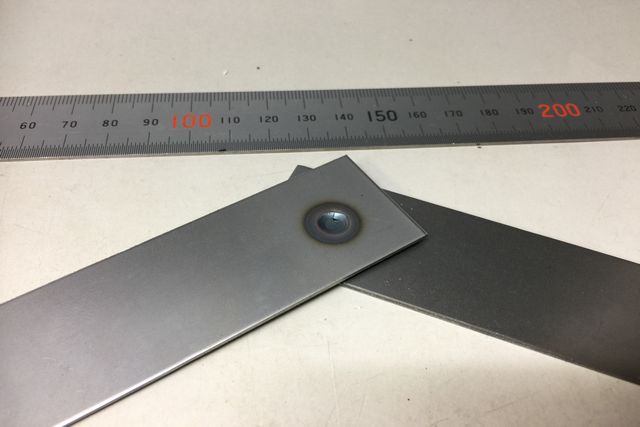
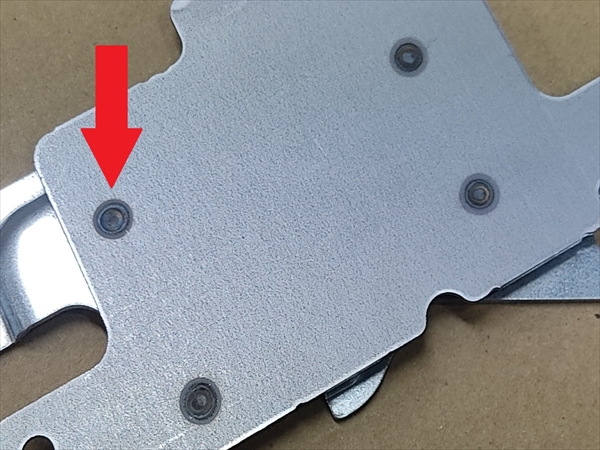
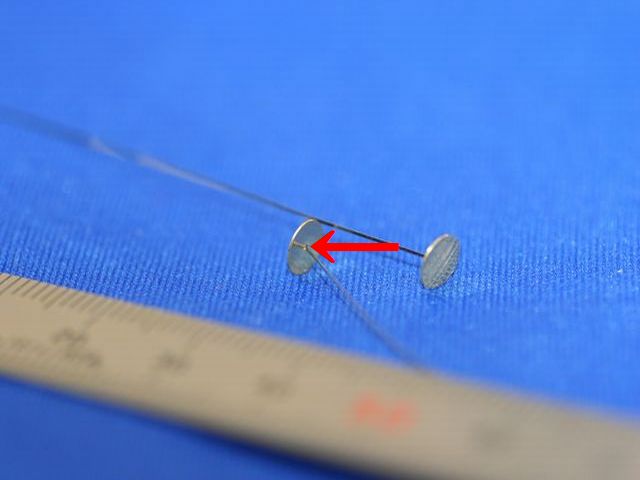
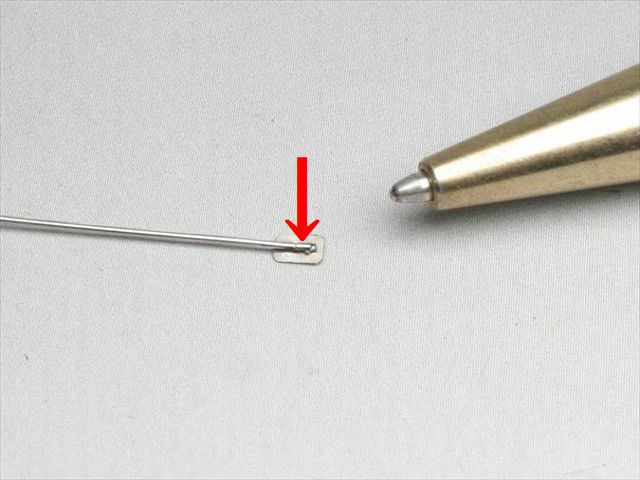
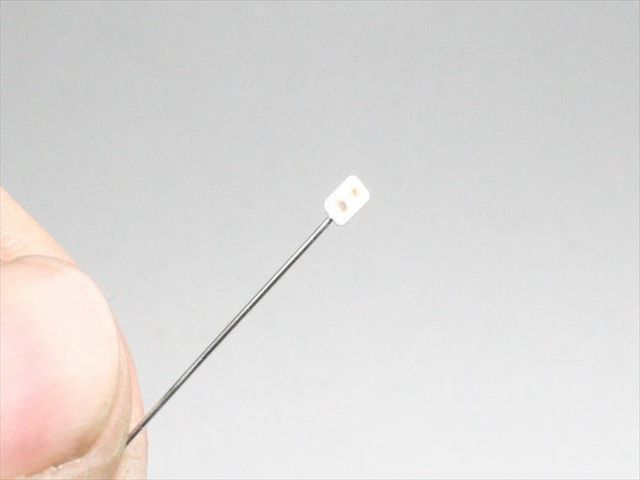
ピン(φ0.5)とプレートt1.0のマイクロスポ
ット溶接の事例です。最終的にもう一つのプ
レートで上下2か所ネジ止めを行っています。
熱歪や、溶接によるピンの伸びを
抑えています。 材質:SUS304
ピン(φ1.0)とプレート板(t0.8)のスポット
溶接の事例です。 材質:SUS304
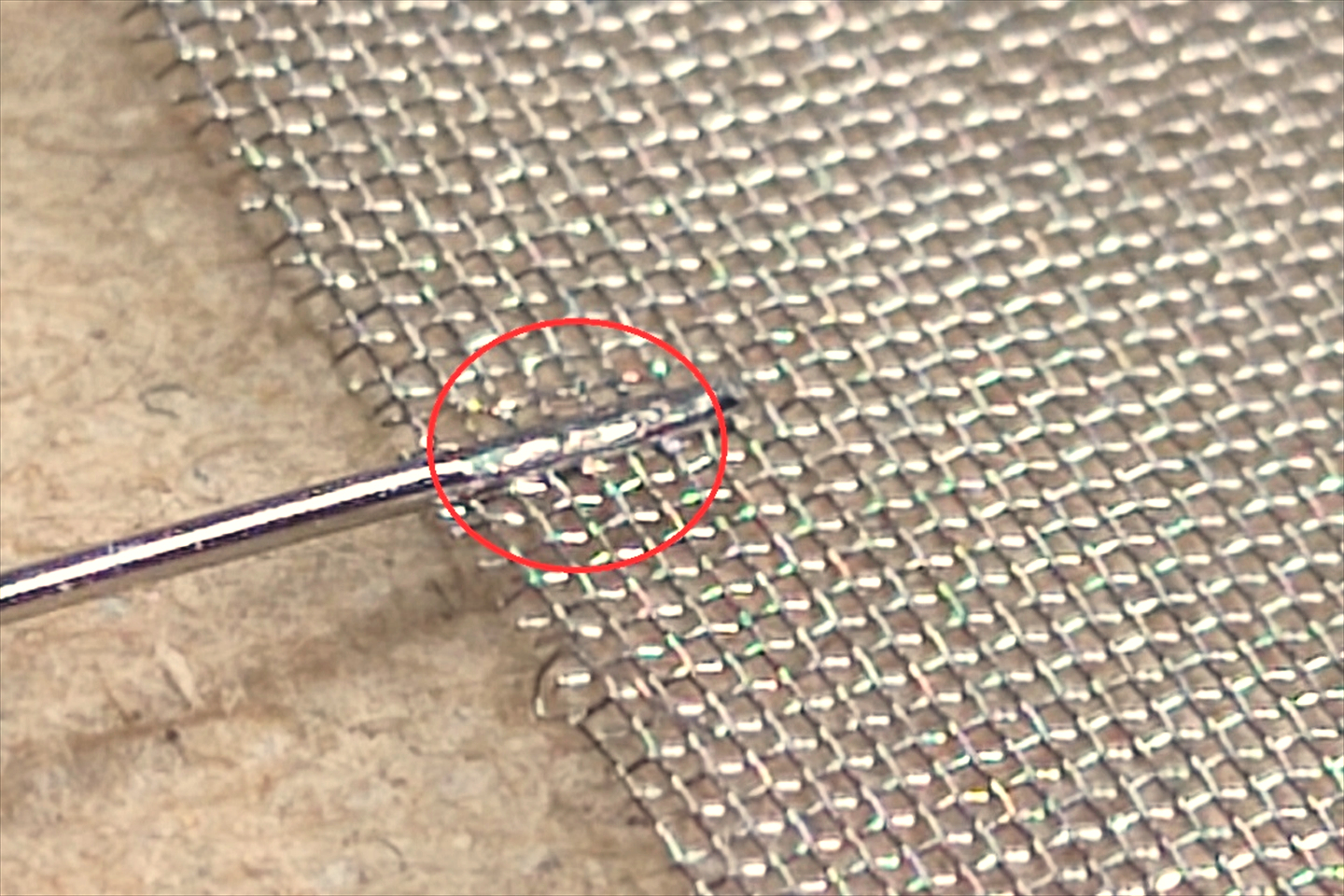
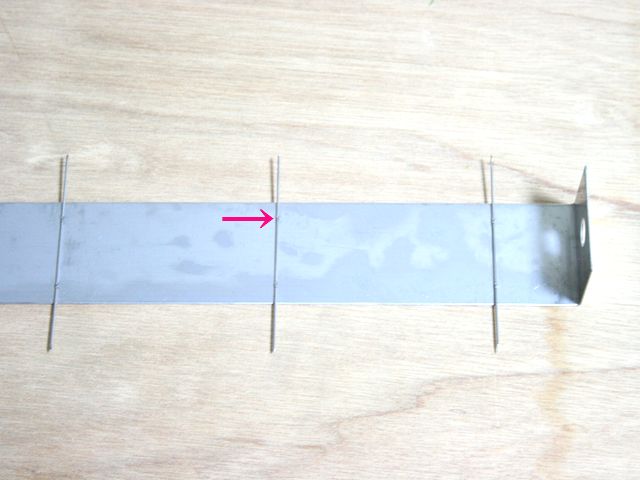
ピン(φ1.0)とパイプ(t0.2)のマイクロス
ポット溶接の事例です。 材質:SUS304
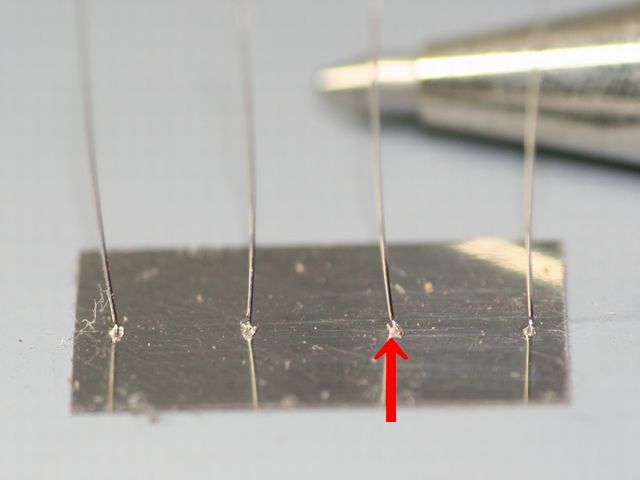
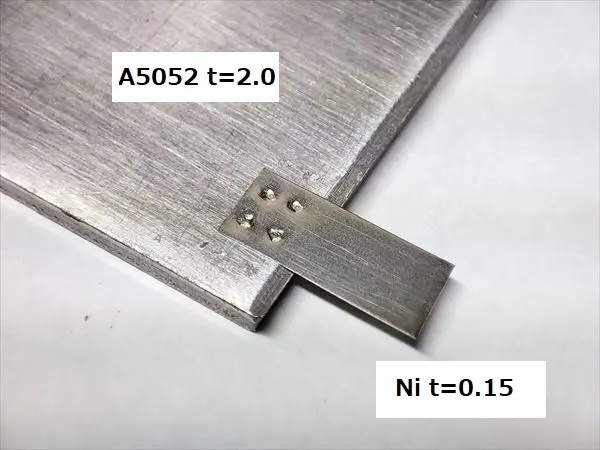
SUS304ピン(φ0.1)と純鉄板(t0.3)の異種
金属のマイクロスポット溶接の事例です。
ピンの先端を0.5mm程度曲げて溶接を行って
います。 異種金属接合
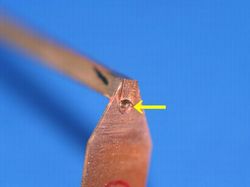
銅ピン(φ0.1)と純鉄板(t0.3)の異種金属の
マイクロスポット溶接の事例です。
ピンの先端を0.5mm程度曲げて溶接を行って
います。 異種金属接合
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工
10)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。