![]()
| 材質 | アルミニウム (A5052) t1.0 |
|---|---|
| ご依頼数量 | 5個 |
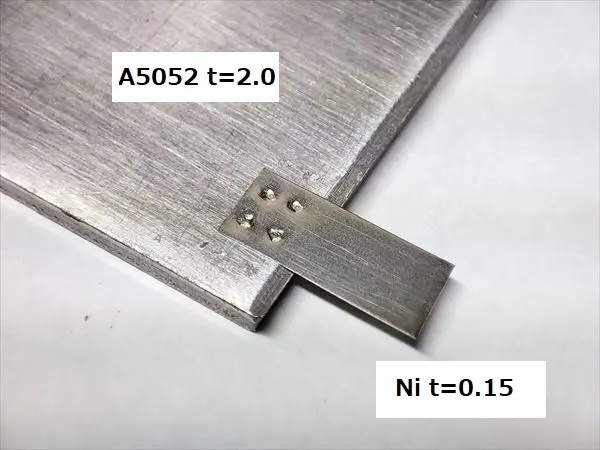
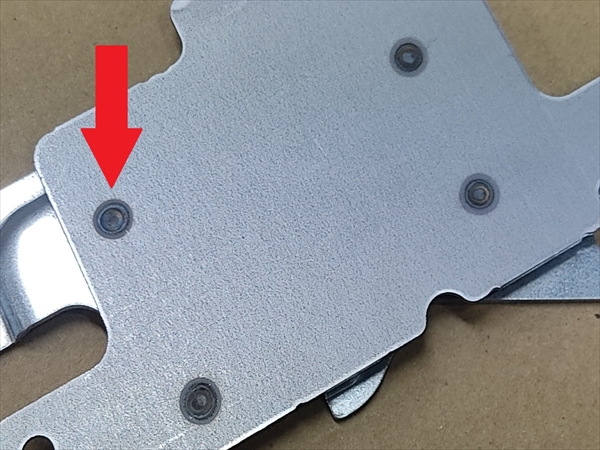
アルミスポット溶接範囲限界の5mm
事例の製品は板厚が1mmで厚くはありませんが
アルミの場合には、鉄材などと比較して大きな容量のスポット溶接設備が必要です。
設備容量が大きくなると加圧も大きくなり、電極径も大きなモノが必要ですので、
溶接範囲も5mm以下ですと、電極が溶接範囲を超してしまい上手く溶接出来ません。
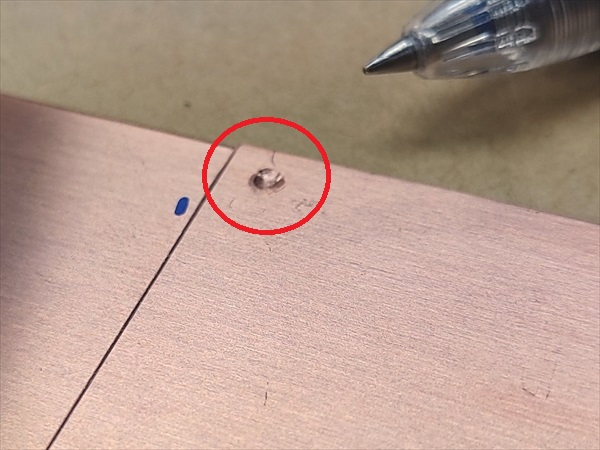
アルミのスポット溶接の部材端ギリギリで溶接する場合には、バリ・チリが生じやすいですが、
適切接条件で溶接することによって抑制しています。
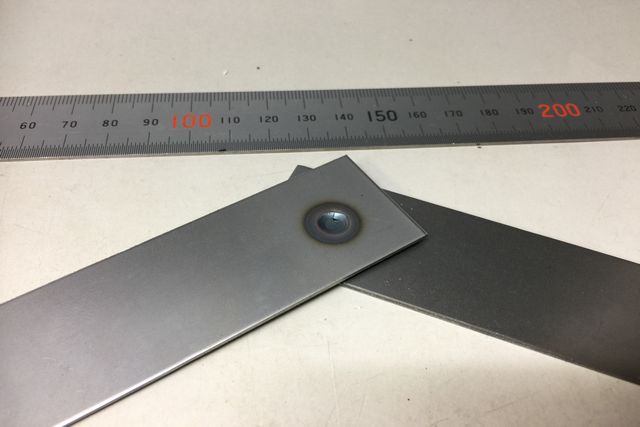
アルミ材は表面の酸化皮膜を瞬時に溶かすために、非常に高い電流を要します。
板厚が厚くなればその分、高い電気容量が必要で、「こだま」ではA5052材で4mm同士が限度です。
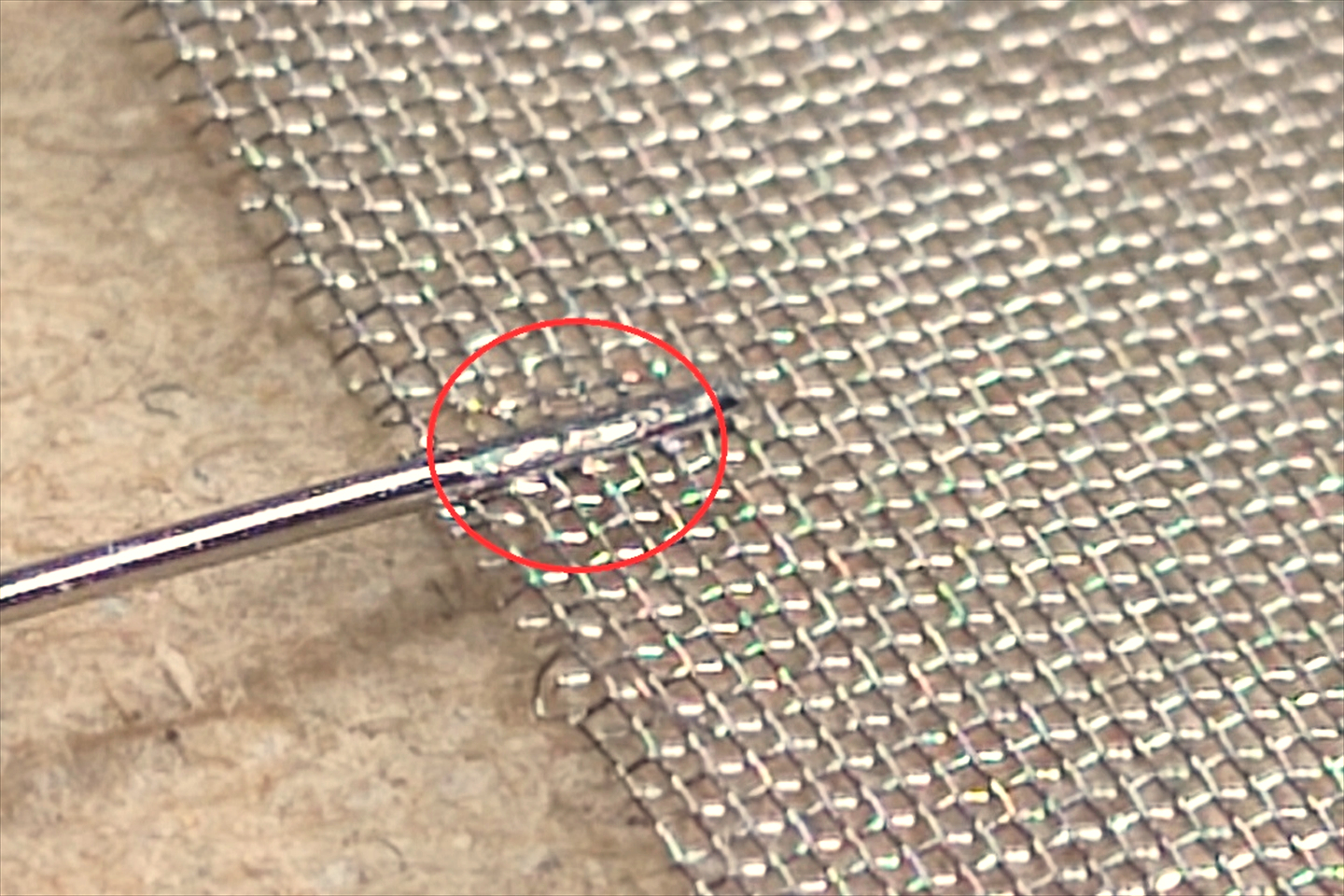
A1000番は工業用純アルミで、抵抗値が低いうえに柔いため
スポット溶接は可能な場合もありますが、スポット溶接には向いていません。
溶接する場合にはA5000番やA6000番と組み合わせて溶接すると
接合出来る可能性は上がります。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。