
![]()
| 材質 | アルミ |
|---|---|
| ご依頼数量 | 1個からの受託溶接(テストピース及び、予備品は必要です) |
アルミの接合方法は、「溶接」「拡散接合」「リベット接合」の大きく分けられます。
ここでは、事例をまじえて解説します。
1)秘密保持契約
2)各種溶接の受託加工
3)冶具電極の設計・製作
4)部品接合の構想段階からのご相談(接合の方向付け)
5)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
6)試験、溶接条件販売、スポット溶接機の選択・販売支援
7)全国対応
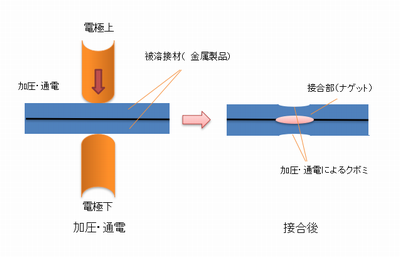
1)スポット溶接
スポット溶接とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧します。加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。抵抗溶接の一種として、もっともポピュラーな工法で、自動車・建築部品や家電等あらゆる製品で用いられています。
※加工・製作事例は、こちらから

アルミ車両部品のスポット溶接による接合

アルミ車両部品のスポット溶接による接合

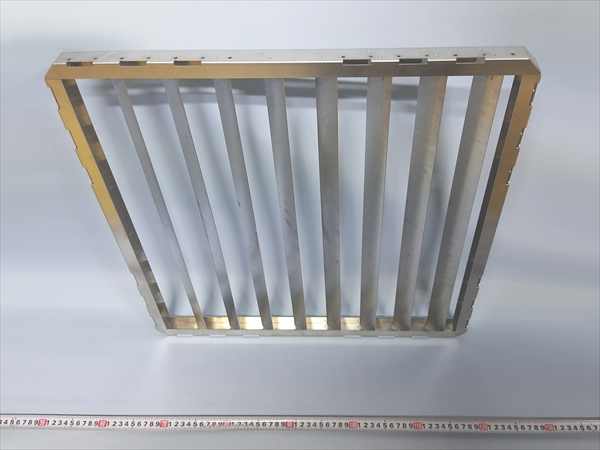
アルミファン部品のスポット溶接による接合

アルミファン部品のスポット溶接
アルミスポット溶接の詳細は、こちらから
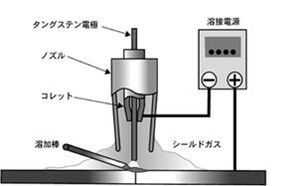
2)ティグ溶接
タングステン・イナート・ガス溶接の略(TIG溶接)で、電極にタングステンを使用し、シールドガスにアルゴン(Ar)ガスやヘリウムガスなどの不活性ガスを使用します。シールドガスはトーチノズル内を通り電極と溶接箇所を充たし不活性雰囲気を作り、タングステン電極と母材との間にアークが通りやすい状況を作ります。そして融点の高いタングステン電極と母材間にアークを発生させその熱により溶接します。アークは部品の一点に集中させることが出来るため高品質な溶接加工が得られ、あらゆる金属の溶接に適用できるのが特徴で、特に精密な溶接や、銅などの非鉄金属の溶接に適しています。
アルミ車両部品のティグ溶接によ接合

アルミファンのティグ溶接によ接合
アルミのティグ溶接の詳細は、こちらから
3)レーザー溶接
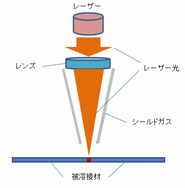
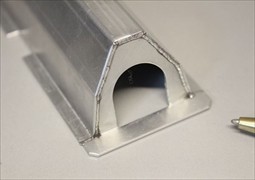
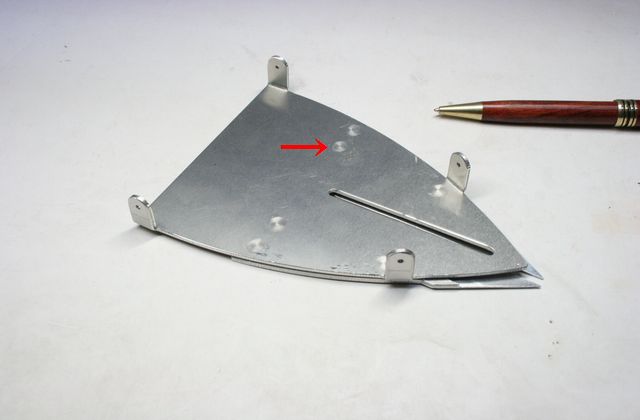
アルミシールドカバーのレーザー溶接による接合

アルミショートリングのレーザー溶接による接合
アルミのレーザー溶接の詳細は、こちらから
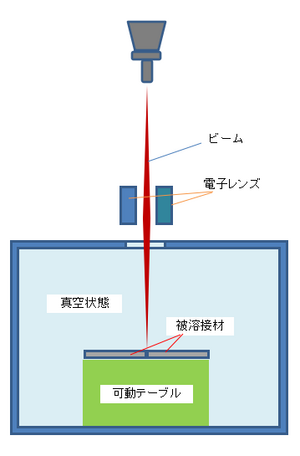
4)電子ビーム溶接
真空状態で、フェラメントを加熱することで、電子が放出され、そこに高電圧を与えてビームを形成し、溶接させる部品に照射を行い溶接する方法です。真空状態で溶接を行うため、ビームは100%で溶接部分に照射されるので、狭い溶接範囲で深く浸透することが可能です。用途としては、タングステン・タンタル・モリブデンなどの高融点材料、チタン・ニオブなどの活性金属などに有効です。しかし、ビームスポット径は0.2mm程度という極めて狭い範囲が、レーザー溶接と同じ要素で、無接触溶接、部品の端面精度,及び部品位置決めをセットする治具などの精度も要求されるので、一次加工(金属プレス等)の精度が要求され、製品コストが上がってしまう要素も含みます。

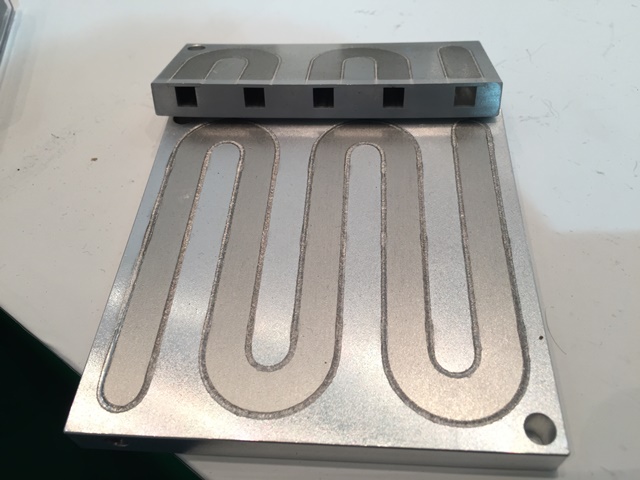
冷却層の電子部ビーム溶接による接合
電子ビーム溶接の詳細は、こちらから
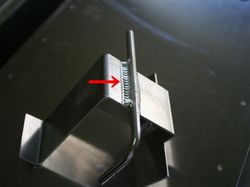
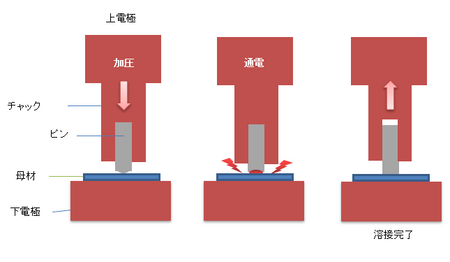
5)スタッド溶接
抵抗スタッド溶接は、抵抗溶接機にプラテン部分にホーンという、いわば機械の腕にあたる真鍮(一般的に使用されている)の無垢材を取り付け、先端に電極を取り付けたホルダーを固定して使用します。抵抗スポット溶接と使用する原理は同じで、電極のみが変わります。CD方式のスタッド溶接と違って、電極を変えることで、さまざまなバリエーション(溶接条件)に対応ができます。

スタッド溶接によるアルミ名盤プレートの接合
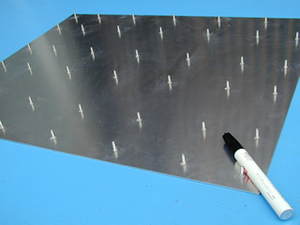
スタッド溶接によるアルミプレートの接合
スタッド溶接の詳細は、こちらから
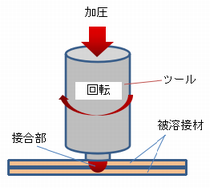
材料を回転させ、一定の圧力(摩擦圧)で押付け合うことで、接合面は摩擦熱により高温層となり、その後回転制止して強く加圧することで固相接合させる接合方法です。主に自動車をはじめ、航空機、工作機械等の異種金属のシャフトの接合などに用いられていますが、薄板金属の接合の場合は、ツール先端に突起を施したモノを回転させながら、重ね合わせた金属板に押し付け、突起部に接する金属板とに、摩擦熱を発生させて、その後ツールの回転を制止して加圧を行い固相で接合を行います。
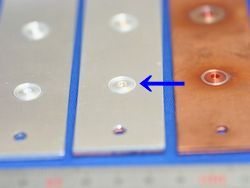
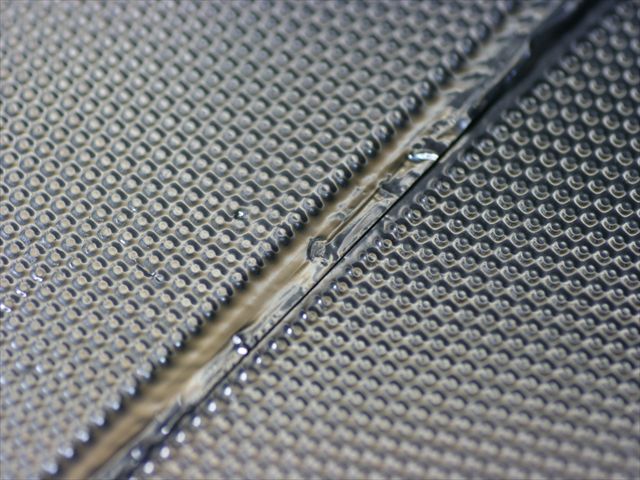
アルミ板の拡散接合
現在、「こだま」では対応していません。
リベットティングマシンを使用しての接合が一般的ですが、ここではさまざまな接合条件に対応しやすい、スポット溶接機を使用したホットリベット(熱カシメ)をご紹介します。
ホットリベットは二枚のアルミ板に孔をあけて、リベットを通しモジュール熱により軟化したリベットに加圧をかけてカシメます。スポット溶接機を使用して専用の電極を使用するだけで、筐体などのリベッティングが可能です。

アルミボックスのリベット接合

平板のリベット接合
熱カシメ詳細は、こちらから
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。