「こだま」では抵抗溶接を中心とした溶接技術を磨き続けてきました。
その中では薄板金属の溶接において、0.03mmの板厚に対応したり
異種金属の接合を行う事で様々な精密溶接に対応することが可能となりました。
精密溶接でお困りのお客様は是非一度お問合せ・ご相談下さい。
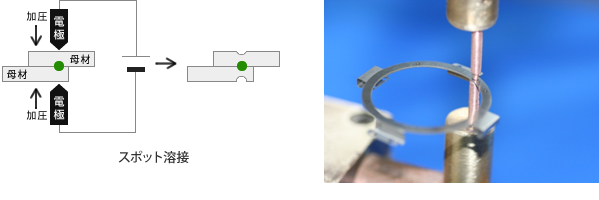
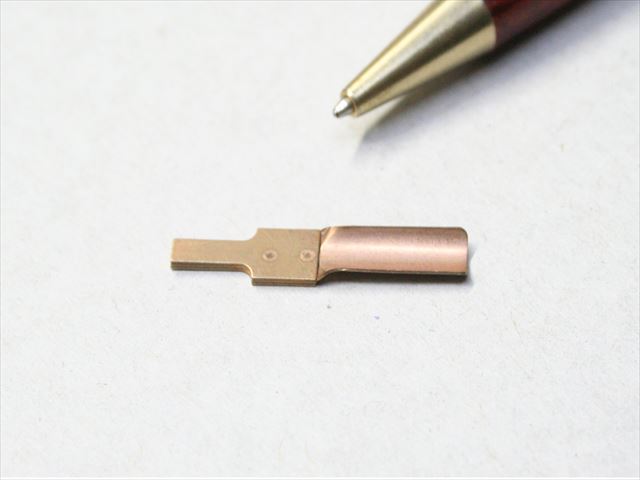
スポット溶接とは、微細部品・溶接したい2片の金属の上下を電極で挟み込み、
接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、
溶融して接合される溶接工法で、抵抗溶接ではポピュラーな工法です。
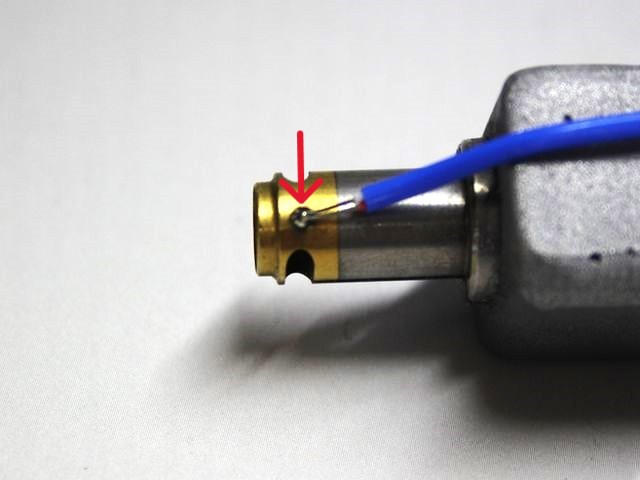
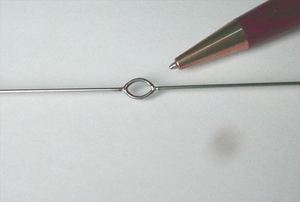
その中でもマイクロスポット溶接は「こだま」が得意な分野です。
精密溶接の要素となるのは溶接条件の設定、部品位置決めの治具工具です。
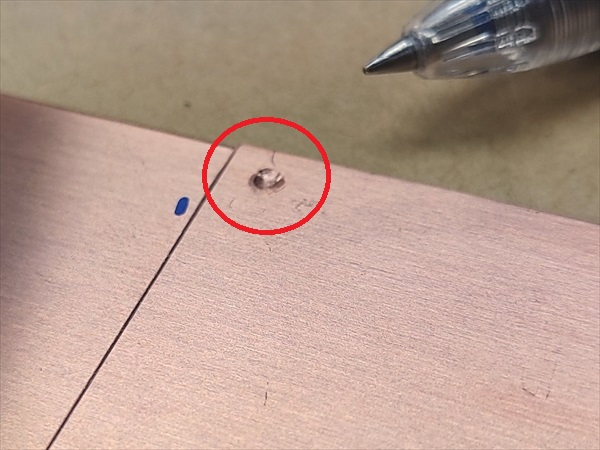
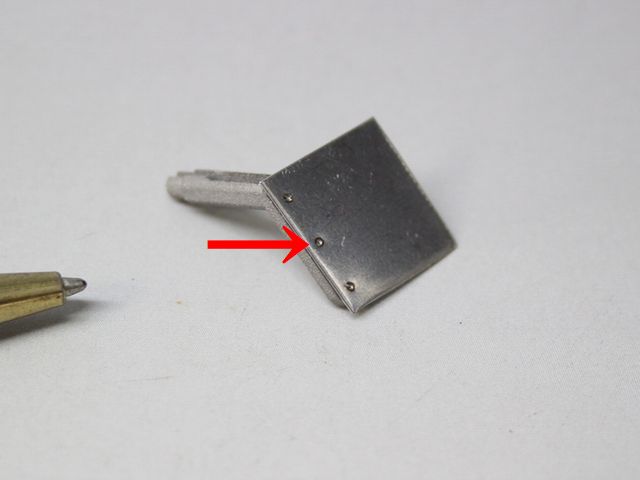
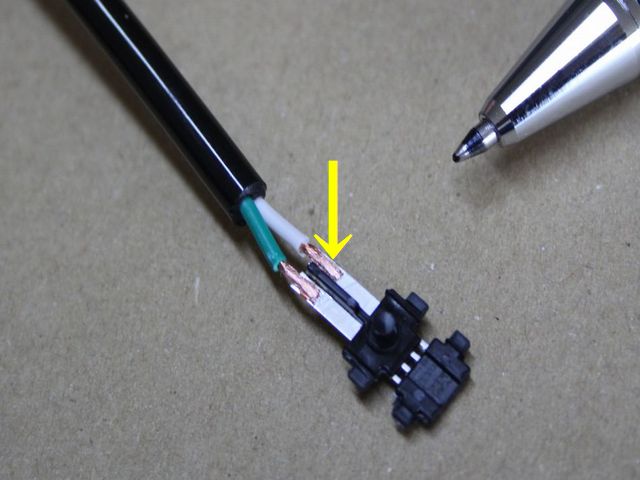
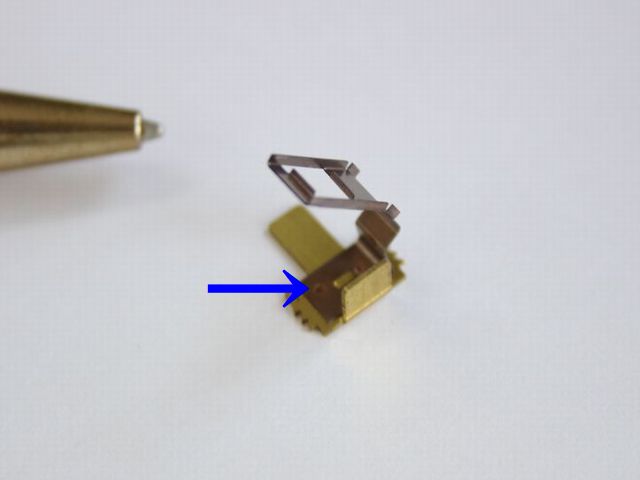
長年のノウハウと高い技術力で0.03mmの溶接や、板厚違いのヒートバランスの大きな部品接合、
バイパス接合、非鉄金属の接合など高品質を第一に製品製作にマイクロスポット溶接を行います。
 |
 |
 |
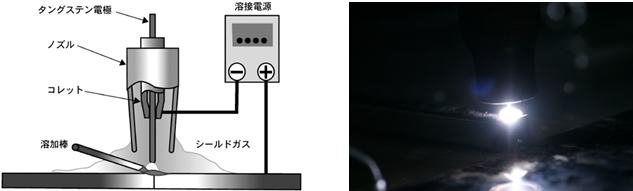
アークスポット溶接とはアルゴン(Ar)ガスや、ヘリウムガスなどの不活性ガスをシールドガスとして
トーチノズル内に流し、融点の高いタングステン電極と 母材との間にアークを発生させ、
そのアーク熱により不活性ガスと酸素を燃焼させ、溶接しようとする部品の一点にアークを集中させて
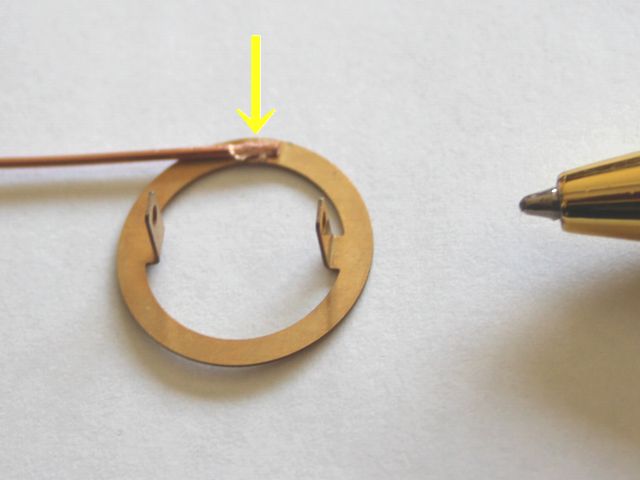
溶接を行う工法です。精密な溶接や、銅などの非鉄金属の溶接に適しています。
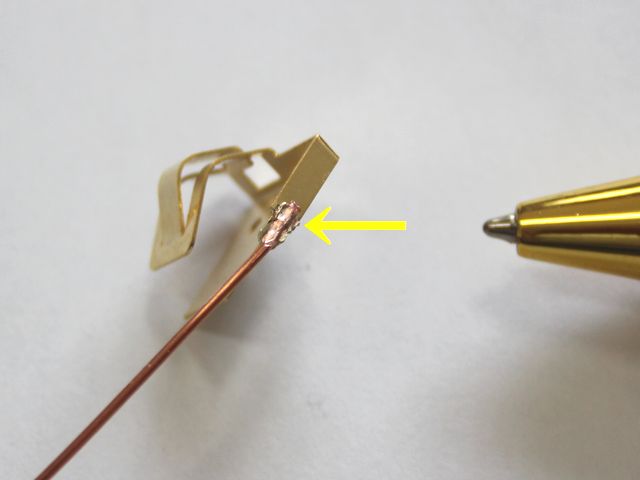
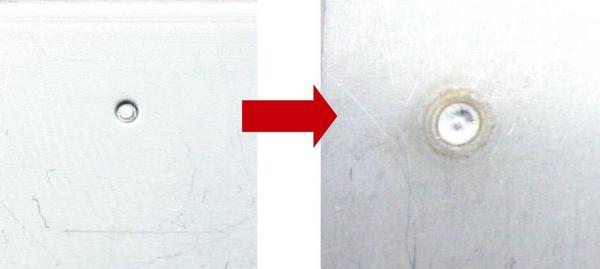
独自改良を行ったアークスポット溶接装置で高精度な一点付けに特化し、しっかりとした溶接強度と
歪等の熱影響の抑制が期待できます。
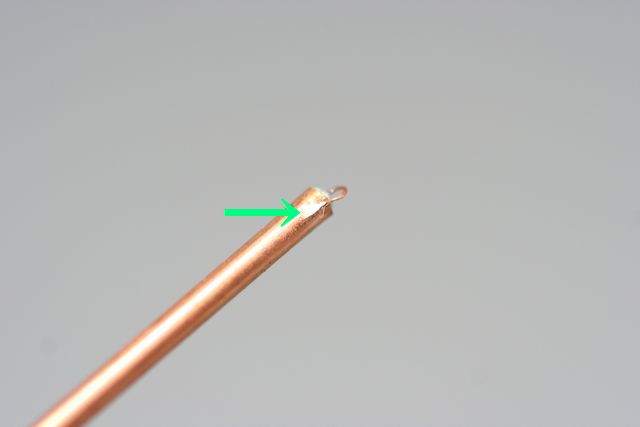
また、銅系の材質は電気抵抗値が極めて低い材質で、抵抗溶接の通電によって発熱する工法では
限界が生じる部品溶接でも、アークスポット溶接では母材負荷を軽減し、高品質な溶接状態が確保できます。
 |
 |
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。