
![]()
| 材質 | アルミ t=1.0 |
|---|
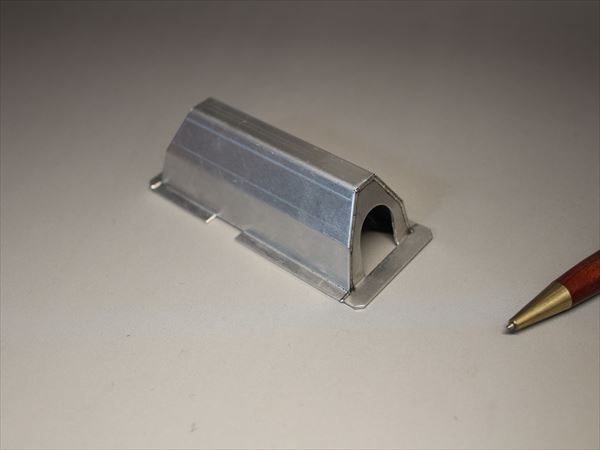
アルミのレーザー溶接は、板厚1.0mm程度からの薄板に向いた加工方法です。
アルミは鉄鋼などに比べ溶接の熱による変形が大きくなる傾向が有りますが、
レーザー溶接はレーザー光による溶接のため、狭い範囲に入熱でき変形を抑える事が可能です。
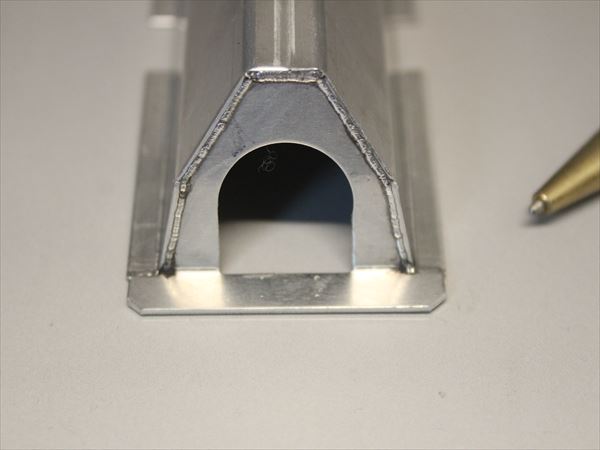
また、TIG溶接などでアルミの薄板を溶接する場合、広範囲に熱が入ってしまい
溶け落ち穴が開いてしまう事が有りますが、レーザー溶接ではその現象を抑える事ができます。
レーザー溶接の加工事例は、こちらから
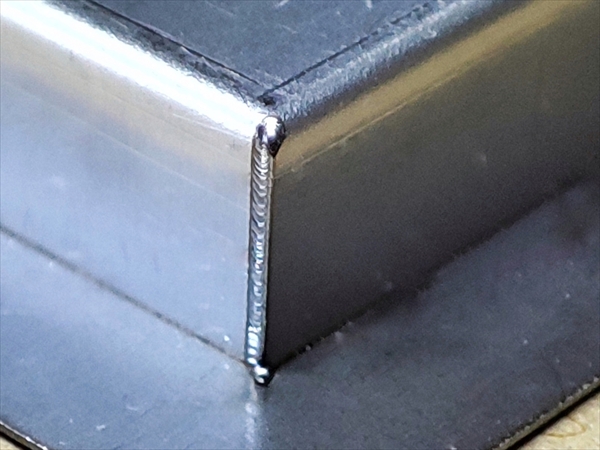
今回の製品は板厚が1.0mmだったため、TIG溶接などでは変形する可能性がありましたが、
レーザー溶接を用いる事で溶接による入熱を最小にし変形を抑えることが出来ています。
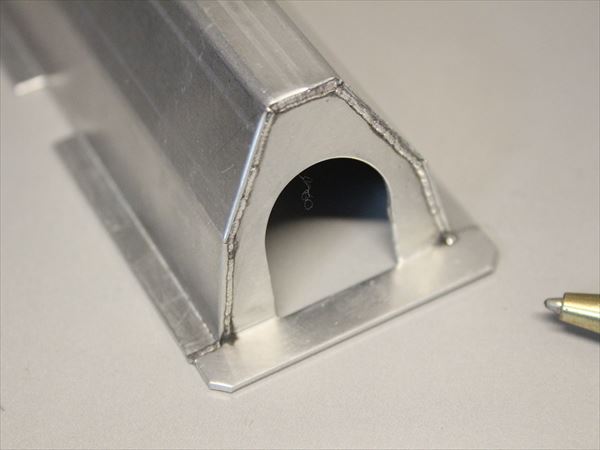
また、出力を調整することにより、裏側へ溶接の影響を出さずに溶接することが出来ています。
溶接面 |
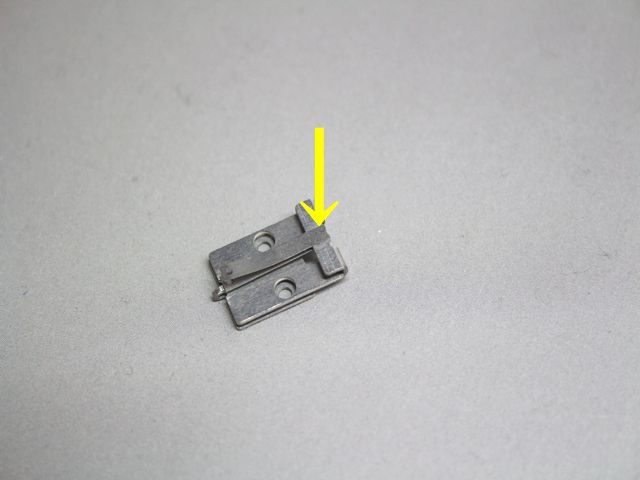
溶接裏面 |
【利点】
1)精密な溶接加工が可能。
2)非接触で加工できるため抵抗溶接に比べワークの変形が少なく、抵抗溶接では必要となる
電極メンテナンス(研磨等)を必要としない。
3)異種金属の加工が容易。
4)局部的に高速で溶接が行えるのでワーク周囲の熱影響が少なく熱歪みが小さい。
【欠点】
1)ワーク精度が高くなければ接合が難しい。
2)部品装着するための治具精度を要求しますので、他の溶接に比べコストは高めになる。
レーザー溶接を始め、溶接における歪(熱変形)レスへの挑戦、溶け込み、異種金属、微細、寸法精度の要素を、豊かな経験と
治工具のノウハウを生かし、さらなる溶接技法の開発に取り組んでいます。
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工
10)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。