![]()
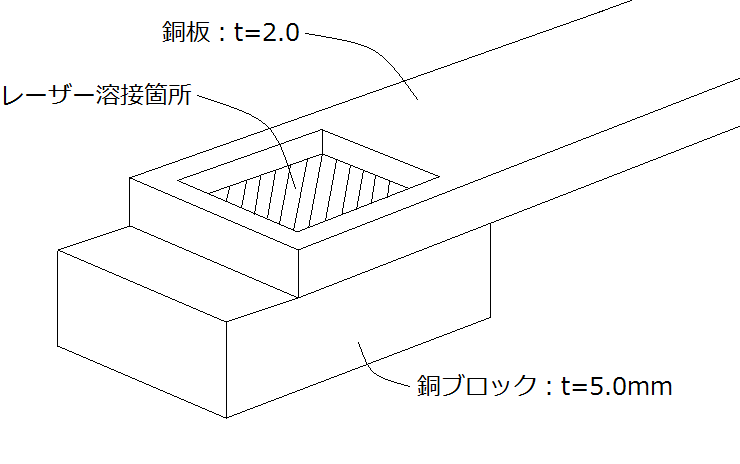
| 材質 | 銅板:t2.0mm , 銅ブロック:t5.0mm |
|---|---|
| ご依頼数量 | 10個 |
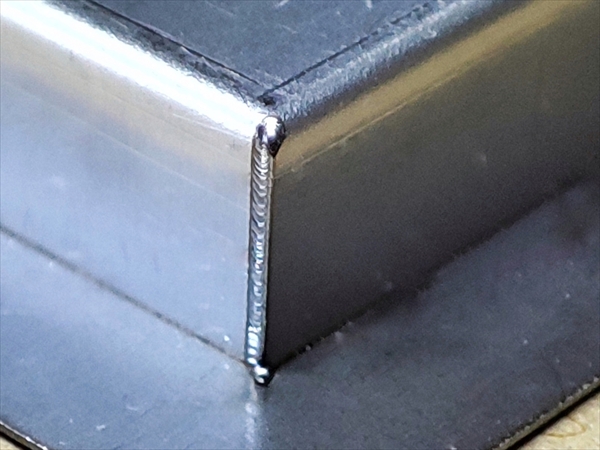
一般的に銅のレーザー溶接は難しいと言われています。
理由は高反射材であり光を吸収しにくく、高い熱伝導率で熱を逃がしやすい特性を持っているからです。
ですので、突合せではなく、貫通溶接となると更に難度の高い溶接になります。
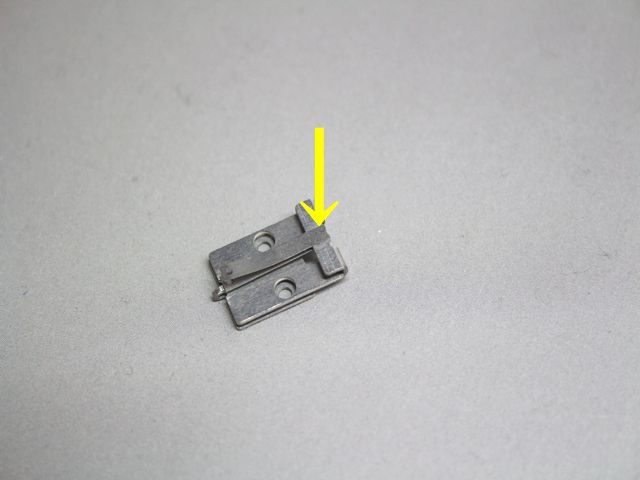
「こだま」で対応できる板厚は1.0mmですが、以下の簡単な追加工で貫通溶接が可能となります。
「こだま」では板厚1.0mm以上の銅にも対応できるようにサムネイル画像のように溶接したい
部分を1.0mm以下まで切削またはエッチング加工で部分的に薄くすることで、
貫通溶接を可能にしています。
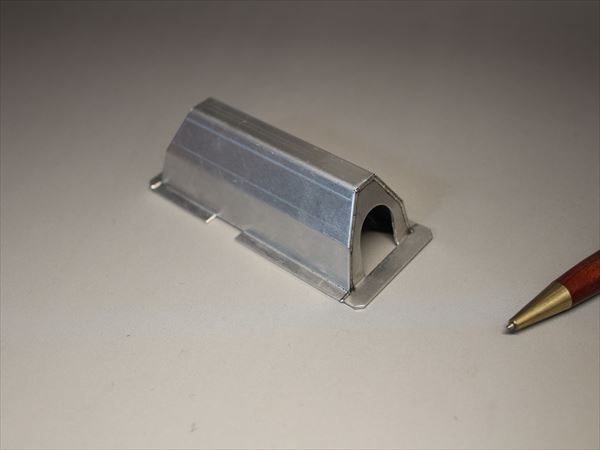
ただし、レーザー溶接では母材どうしの密着度が重要となるため、溶接箇所を溶接できるように開け、
材料を治具で抑えれる部分の確保は必要です。
レーザー溶接を始め、溶接における歪(熱変形)レスへの挑戦、溶け込み、異種金属、微細、寸法精度の要素を、豊かな経験と
治工具のノウハウを生かし、さらなる溶接技法の開発に取り組んでいます。
1.製品に合わせた、溶接方法の選択、各溶接の受託加工
2.豊富な薄板金属の在庫
3.製作内容に合わせた、適切な製作方法の選択
4.金型レス・簡易金型製作、薄板金属部品の1個~約2000個製作
5.全国対応
6.秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()
| 分類 | 材料記号 |
| ステンレス |
SUS304、SUS304 CSP、SUS301 CSP、SUS3016L、SUS430、SUS631 |
| ニッケル | パーマロイ、ハステロイ、インコネル、インバー、形状記憶合金 |
| チタン | TP270、TP340、TP480 |
| 銅 | C1020(無酸素銅)、C1100(タフピッチ銅)、C1201(りん脱酸銅) |
| プラチナ | PT900、PT1000 |
| コバルト | コバール、ステライト |
| アルミ | A1050、A5052、A6063 |
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。