![]()
| 材質 | A5052 |
|---|---|
| ご依頼数量 | 100個 |
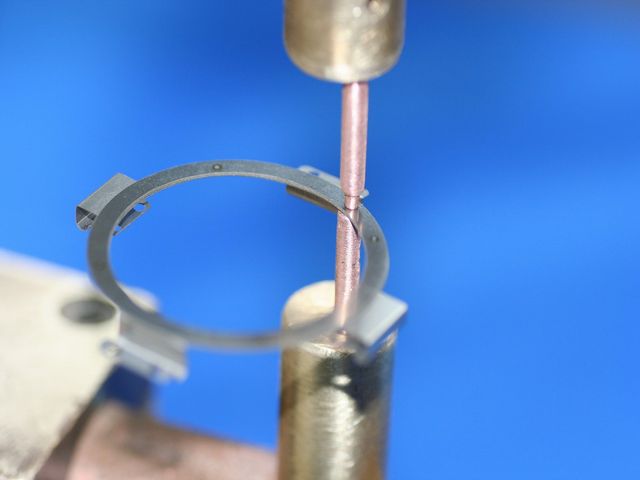
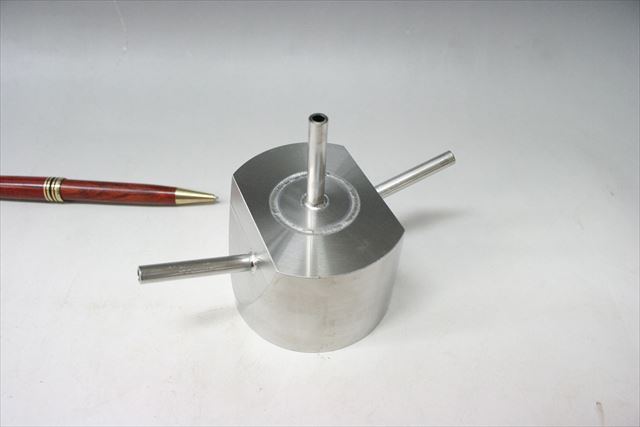
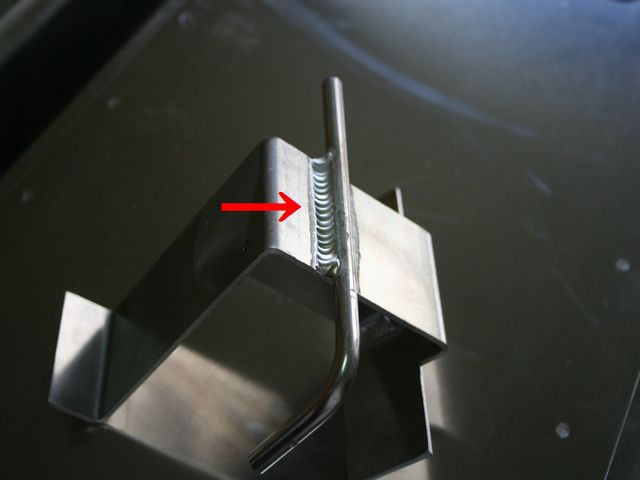
φ8.0とt2.0のアルミニュウムを、ティグ(アルゴン)溶接で接合を行った事例です。
アルミニウムは、母材の表面に酸化被膜があり、溶接を行うにあたり、表面が溶けだしたと同時に内側の融点の低い柔らかい素材が溶けだすのと、熱伝導の良い材料だけに、すぐに溶接熱が母材に伝わり、溶接速度を徐々に上げていかなければ、母材が溶けだして穴があいてしまいます。また、素材として溶接割れが生じやすく、加熱中酸化しやすいので、溶加棒を挿入して強度を補います。溶接歪も軟鋼と比較して大きく生じますので、溶接にあたっては熟練度を必要とします。
ティグ(アルゴン)溶接以外のアルミニュウムの溶接方法としては、一般的には、スポット溶接(抵抗溶接)、レーザー溶接などの方法があります。アルミのロウ付けでも可能ですが、ティグ(アルゴン)溶接以上に熟練度を要します。
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工
10)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。