![]()
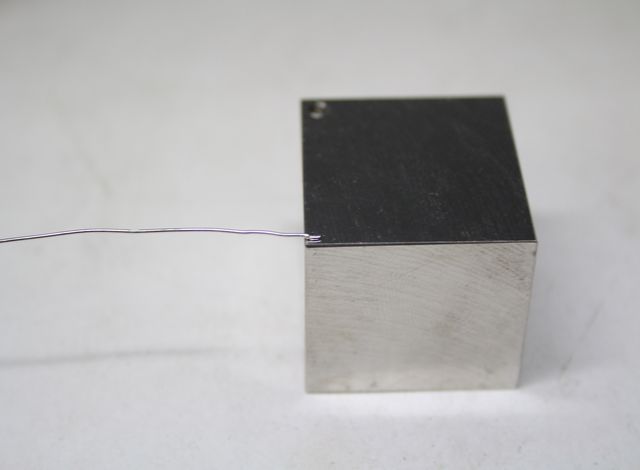
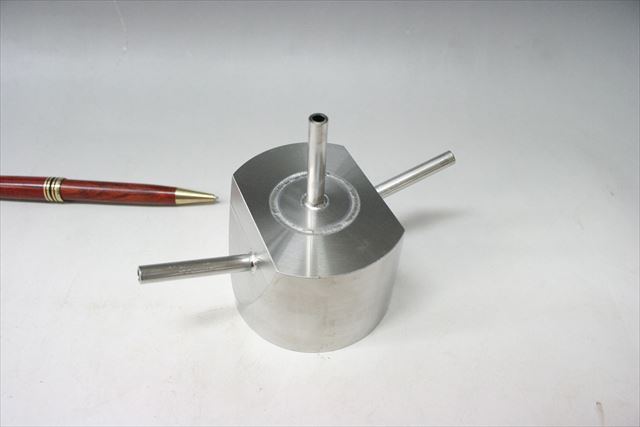
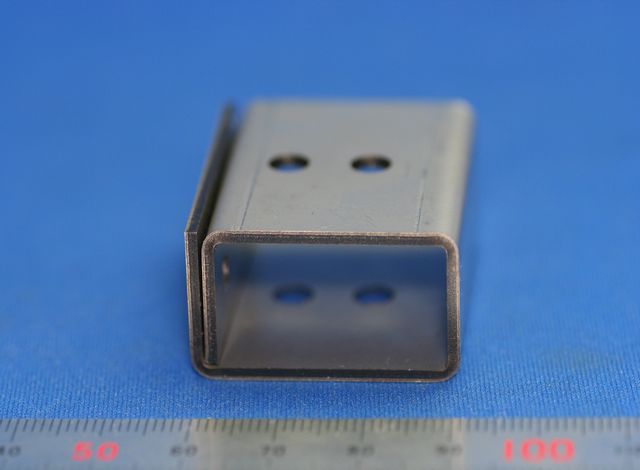
事例画像は、SUS304 t0.3 サイズ93×77×23の、深絞りケース(バッテリーケース)の試作品です。
試作段階から、深絞り金型を製作するにはリスクが高すぎますので、
金型レスで成形を行った金属板を組み合わせて、気密溶接を行っています。
気密溶接詳細は、こちらから
本作金型を製作することなく、「こだま」の独自製作による標準化された金型で製作を行いますので、
初期費用となる金型費用が必要なく、薄板金属の成形加工が行えます。
金型レスの詳細は、こちらから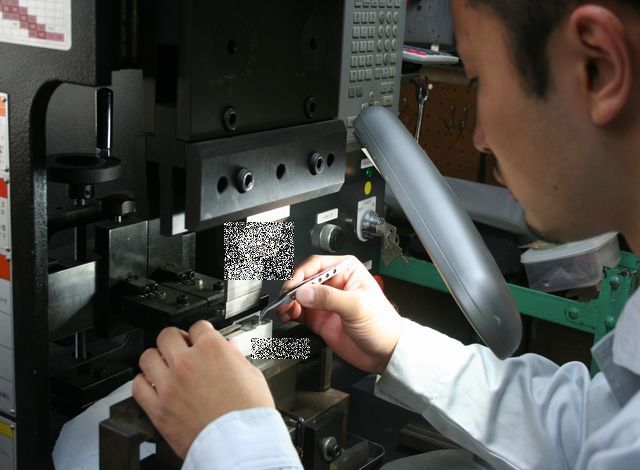
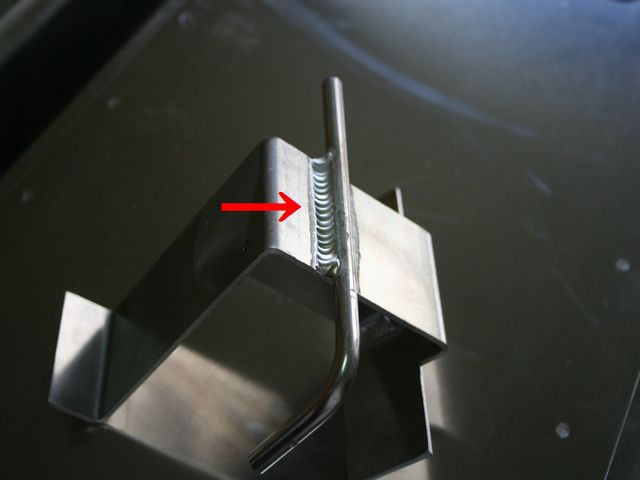
1)TIG(ティグ)溶接:
溶接による熱歪を抑制する為の治工具が必要ですが、溶け込み幅がありますので、ワーク精度は緩めです。
2)レーザー溶接:
溶接による歪は少ないので抑制は一般的に必要ありませんが、溶け込み幅が狭いため、
高精度な曲げ成形と、溶接時ワークを固定する冶具が必要です。
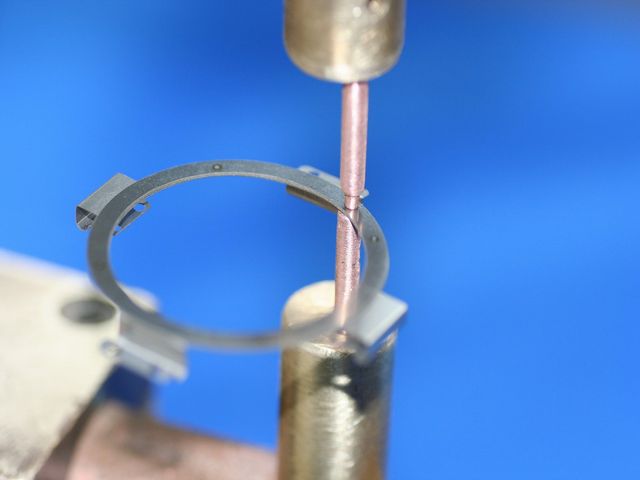
3)マイクロプラズマ溶接
※現在弊社ページが容易出来ていませんので、(社)日本溶接協会様ページにリンクしています。
TIG(ティグ)溶接と、レーザー溶接の中間的要素となります。
 |
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工
10)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()
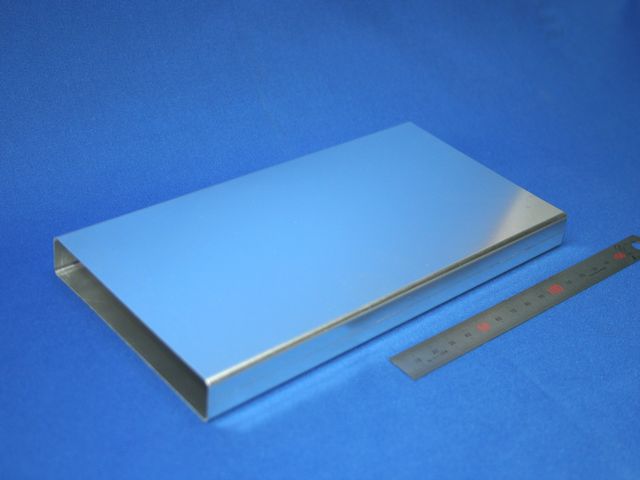 アルミ製バッテリーケースの金型レス製作品 |
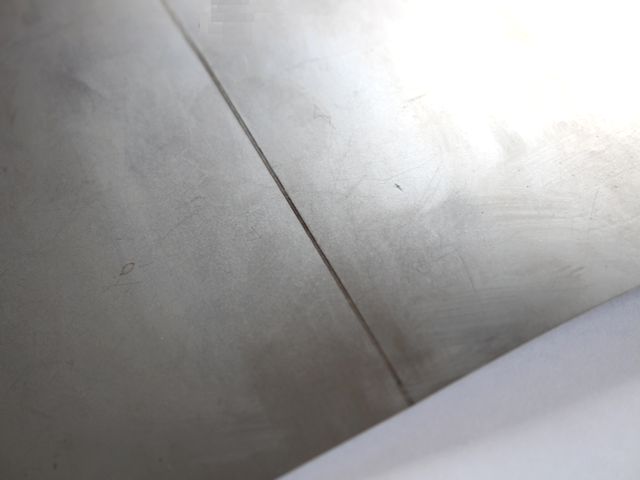
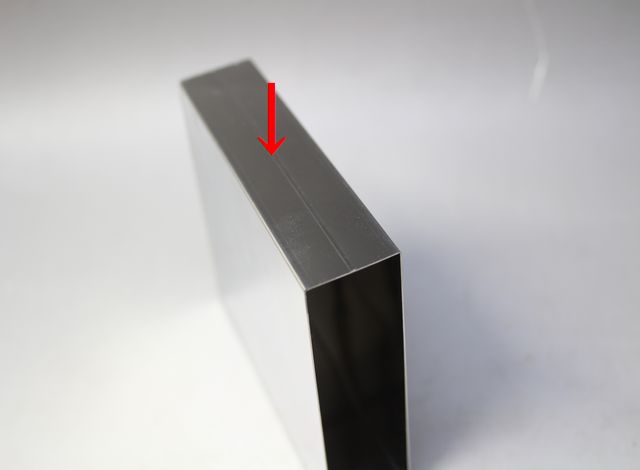
 高精度な曲げ加工が、 薄板溶接を現実化させます。 |
金型レスによる、その他ケース曲げ成 |
|
|
|
|
【取り扱い品目】
電気自動車・ハイブリッド車等の、深絞りケース。
航空機器・人工衛星関連品等の、深絞りケース。
◆角深絞りケースの、製作の流れ
| 金型レス・溶接構造での製作 | 深絞り金型による製品製作 | ||
| 1) | 製品の形状・寸法・材質の決定 | 1) | 製品の形状・寸法の決定 |
| 2) | 材料の展開形状の決定 | 2) | 絞り工程数など、金型製作の方向付け |
| 3) | 製作(トリミング、曲げ、溶接) | 3) | プレス機械の選定 |
| ※溶接冶具が必要になる場合もあります。 | 4) | 金型設計 | |
| 5) | 材料・潤滑油の選定 | ||
| 6) | 製作トライ(材料、潤滑油の確認及び変更) | ||
| 7) | 金型修正 | ||
| 8) | 製作トライ | ||
| ※6)7)8)の工程を、どれだけ減らせれるかがポイントになります。 |
Q:深絞りケースを、10個製作したいんですけど、まだ図面化できてません?
A:ラフスケッチを送信ください、検討します。
Q:深絞りケースの、試作の製作期間はどれくらい?
A:難度にもよりますが、通常3週間~です。
Q:開発段階なので、秘密保持契約をおこなってから、話を進めたいのですが対応可能ですか?
A:対応(有償)対応しています、書面を送付ください内容を確認させていただきます。
Q:試作品10個程度あれば・・・だけど費用によっては5個かな?
A:形状、材料、寸法公差が確認できましたら、10個、5個でお見積りいたします。
※寸法公差が厳しくなると、価格は上昇します。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。