
![]()
| 材質 | 銅線φ0.1mm コンスタンタン線φ0.1mm |
|---|---|
| ご依頼数量 | 1個からの受託溶接(テストピース及び、予備品は必要です) |
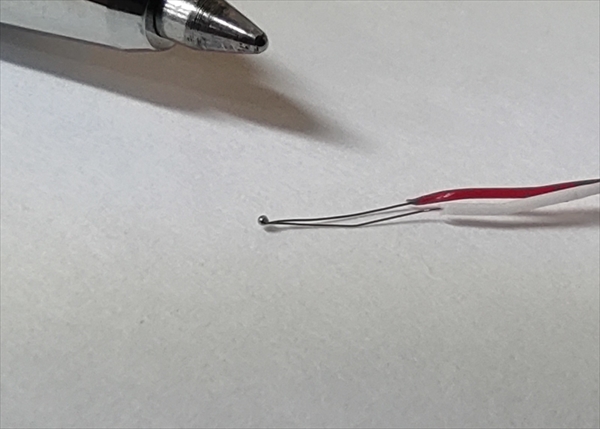
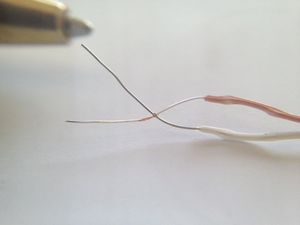
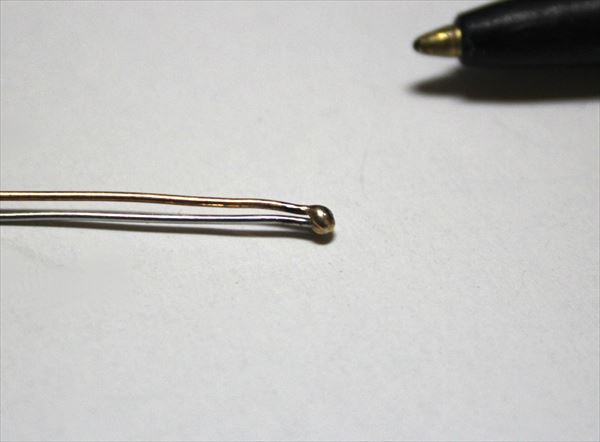
線径がφ0.1mmと非常に細いK型の熱電対と、銅線・コンスタンタン線を使用したT型熱電対の溶接事例です。
φ0.1mmまで細くなると溶接の難易度は高いですが、、マイクロアーク溶接を用いる事で安定した溶接が可能です。
測定対象である製品への熱電対取付けまで今回は行っております。
熱電対の溶接取付け方法は抵抗スポット溶接で行いました。
ただし、φ0.1mmと非常に細いうえにスポット溶接でさらに細くなっており
強度が低いため溶接部の根元をエポキシ樹脂で固定しています。
※取付け部以外モザイク処理しております。 |
![]()
|
|
|
また、仕様により下記のように、被溶接材で線を挟んで、スポット溶接で二次的に固定する方法があります。
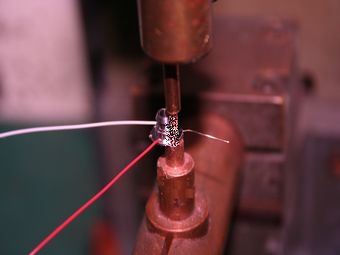
下方は、熱電対(SUS切削品)にSUS t0.1リングプレート製作しをアルメル線・クロメル線を挟み込んだ状態で、
マイクロスポット溶接を行った事例です。
通常は、金属線同士をダイレクトに溶接しますが、取り外しが非常に困難な設置条件ということで、
金属線に負荷をかけず、溶接部分から切れることのないよう、二次的に固定する仕樣としてご提案した事例です。
|
|
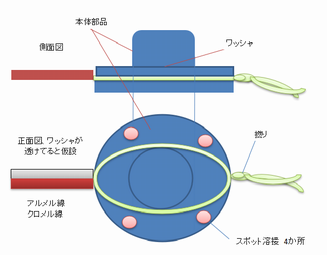 熱電対の構造図 熱電対の構造図 |

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。









{kind=link}