
![]()
突合せ溶接とは 二つの溶接母材を、同じ面内で溶接する継手形状を突合せ溶接といいます。
突合せ溶接は、材質・板厚・母材の使用環境などで各種溶接方法の特徴を生かして選択を行わなければなりません。
溶接方法としては、造船などに使用されるアーク溶接、パイプ溶接に使用されるティグ溶接・プラズマ溶接・レーザー溶接、線材などに使用されるバット溶接、簡易的に接合を行うアークスポット溶接、バー材などの突合せ接合に使用する摩擦圧接等があります。
このうち(溶接方法)、「こだま」では、
ティグ溶接・プラズマ溶接、レーザー溶接、バット溶接、アークスポット溶接に対応しています。
1.秘密保持契約
2.製品に合わせた、溶接方法の選択、各溶接の受託加工
3.治具電極製作及び金型製作
4.豊富な薄板金属の在庫
5.部品製作(金型レス製作で、1個からの対応)
製作内容に合わせた、適切な製作方法の選択
・形状カットにおけるコストパフォーマンス
・曲げ加工におけるコストパフォーマンス
6.金型レス・簡易金型製作、各種部品の1個~約2000個製作
7.熱処理及び、表面処理(対応不可な場合もあります)
8.全国対応
まずは図面を送付頂ければ溶接方法や可否について検討させて頂きますので
お気軽に御問合わせください。
また、図面が無い場合でも手書きのラフ図や簡単な形状であれば文言のみでも対応させて頂きます。![]()
バット溶接は、抵抗溶接機にプラテン部分にホーンという、いわば機械の腕にあたる真鍮(一般的に使用されている)の無垢材を取り付け、先端にバット溶接専用の電極を取り付けて使用します。ばた、バット溶接専用機もあります。
他の抵抗溶接との違いは、線材やフラットバーの溶接を行います。
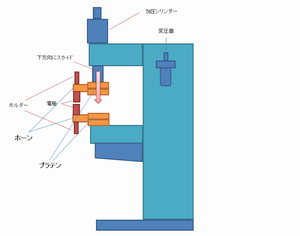 抵抗溶接機(バット溶接仕様) |
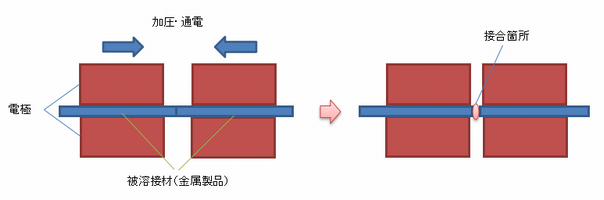 縦方向に加圧をかけることで、電極を横方向にスライドさせる構造にて溶接 |
ステンレス線材の突合せ溶接 |
 ステンレスφ1.5線材の突合せ溶接 |
 鉄ピンの突合せ溶接 |
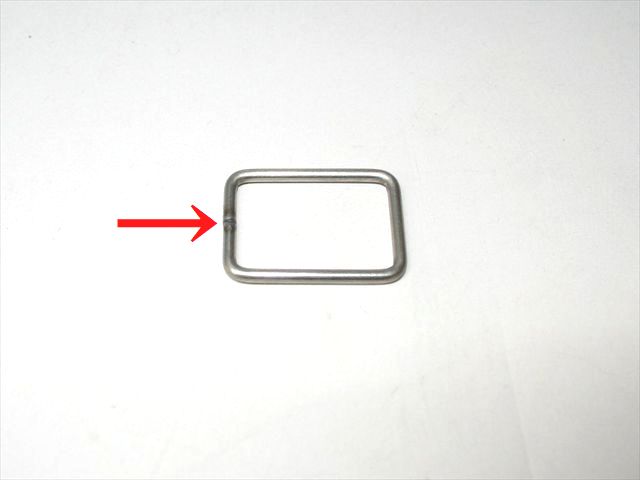
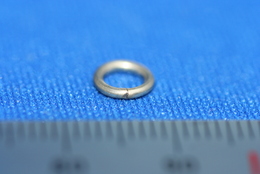 ステンレスφ1.リングの突合せ溶接 |
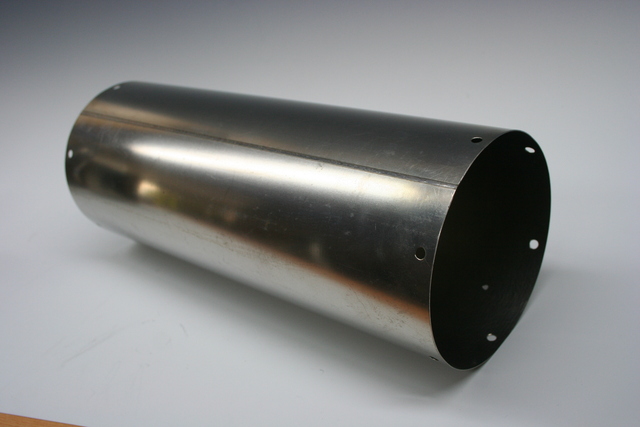
 鉄パイプの突合せ溶接 |
 鉄ロッド棒と板の突合せ溶接 |
 鉄フラットバーの突合せ溶接 |
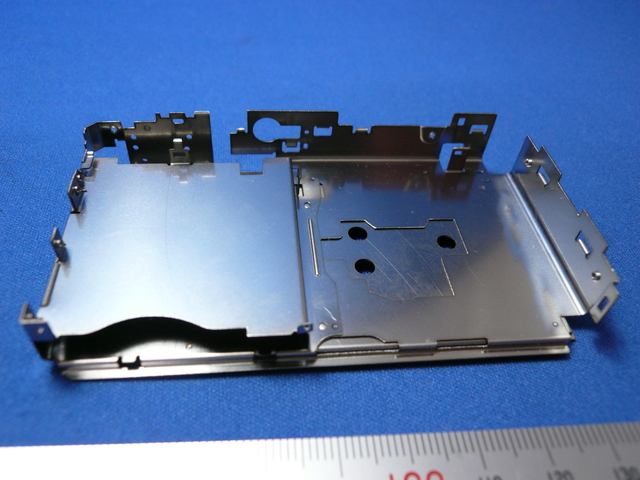
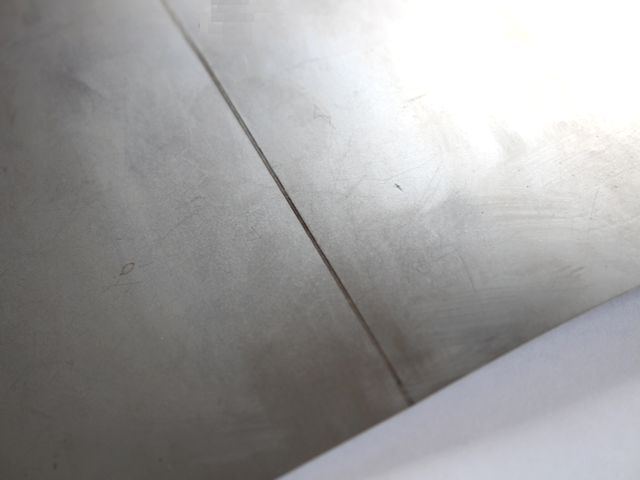
 鉄板材の突き合せ溶接 左:ティグ溶接、右:プロジェクション溶接 |
 ステンレス板とピンの 突合せ溶接 |
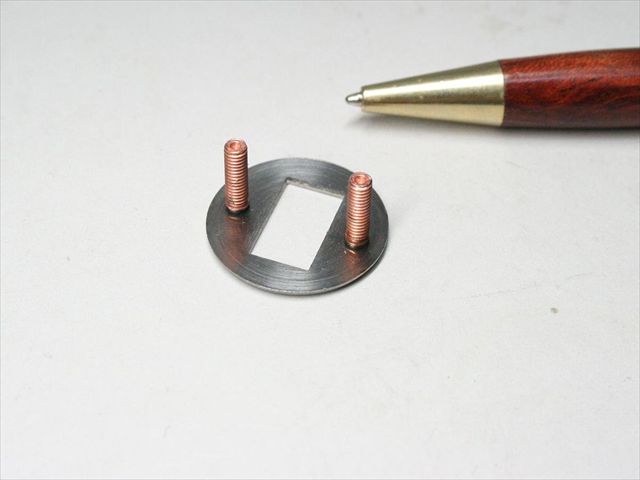 ステンレス板とスタッドボルトの 突合せ溶接 |
・溶接時間が短いので、他の溶接方法(抵抗溶接以外)に比べ加工コストが極めて低い。
・短時間で溶接が出来るので、加熱域が溶接部近傍に限られるため、被溶接材の熱歪が少ない。
・機械的作業のウエイトが高いため、一般的な製品の溶接においては、作業者の熟練度をほとんど必要と
しない。
・溶接棒やフラックスが不要で、有害な紫外線やヒュームが発生しない。
・抵抗溶接機のスペックを変えることで、極細線からパイプ溶接まで可能。
・大きな電流が必要なため、溶接機および受電設備の電気容量が大きくなる場合がある。
・機種にもよるが、溶接機の価格が比較的高い。
・被溶接材に対し、機種の選択が必要となり、溶接電流、通電時間、加圧力、電極形状などの溶接条件
を、被溶接材の材質や線径ごとに選定する必要がある。
・溶接後、溶接部に膨らみ(溶け込み)が生じる。
バット溶接の加工事例は、こちらから
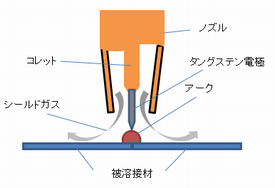
ティグ溶接とはタングステン・イナート・ガス(Tungsten Inert Gas)溶接の略で名前の通りタングステンと不活性ガス(シールドガス)を用いた溶接の事です。タングステン電極からアークを発生させ、その熱で溶融させます。溶接の際にはアルゴンガス等を噴射し続け、溶接部が空気に触れないようにすることで良好な溶接条件を保ち、酸化も防ぎます。このようにアルゴンガスを使用するため、現場ではアルゴン溶接とも呼ばれる事もあります。
 |
 TIG溶接解説図 |
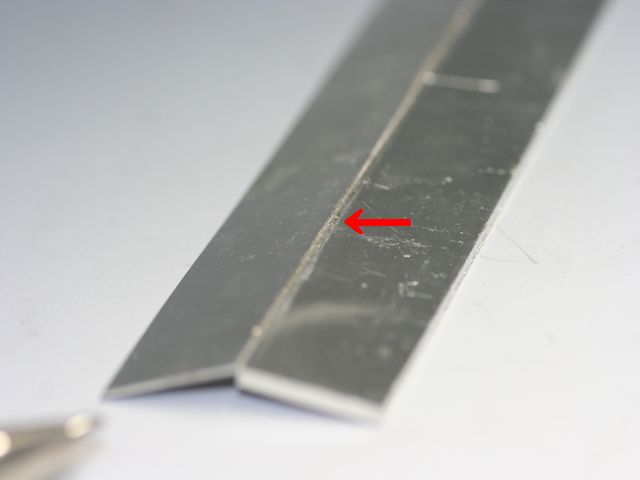
 ステンレス板の突合せ溶接 |
 ステンレス線材の突合せ溶接 |
 インコネル625t0.25の突合せ溶接 |
 ステンレスt0.5の突合せ溶接 |
 ステンレスニップルと薄板パイプの突合せ溶接 |
ステンレスヘルールフランジとパイプの突合せ溶接 |
ティグ(アルゴン)溶接の利点
・ほとんどの金属の溶接に用いることが出来る。
・タングステンの融点は金属の中で一番高いため溶接時の熱で電極が消耗することがほとんど無い。
※溶接時に汚れてしまったり、先端が丸まってくるとアークの飛びが悪くなるため研磨が必要です。
・溶接設定条件により薄板から厚板まで溶接が可能。
・精密な溶接が可能。
ティグ(アルゴン)溶接の欠点
・溶接に熟練度が必要。技術者により仕上がりが変わる。
・ガス費用が高価で、溶接加工時間・技術力がいるため、費用が高め。
・シールドガスを用いるため、風の吹く屋外での作業に不向。
ティグ溶接の加工事例は、こちらから
レーザー溶接とは、レーザー光を当てることで発生する熱を利用し溶融させる溶接方法です。
レーザー溶接のビード幅は他の溶接に比べ狭いが、深く溶接する事が可能で、厚板から薄板まで
幅広い板厚に対応することが出来ます。入熱が少ないため熱影響いよる溶接部周辺へ歪み・焼けを抑えることが出ます。
また、近年では反射率が高い銅などもレーザーでの溶接が出来るようになっています。
 |
 レーザー溶接解説図 |
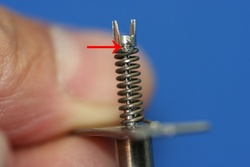
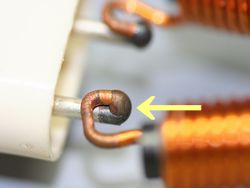
 ステンレスコイルばねと球体の突合せ溶接 |
 ステンレス線材と板の突合せ溶接 |
 ステンレスニップルとパイプの突合せ溶接 |
 アルミ薄板の突合せ溶接 |
・深く溶融させることが出来る。
・精密な溶接が可能。
・焼けが少ない
・溶接による歪みが少ない。
・様々な材質への溶接が可能。
・セットに時間が掛かる。
・ビード幅が狭い。
・溶接部がキレイに密着している必要がある。
・レーザー光に対する十分な安全対策が必要。
(レーザー光は目に見えないため、反射していても判らず火傷や網膜の損傷を起す恐れがある。)
レーザー溶接の加工事例は、こちらから
アークスポット溶接とはアルゴン(Ar)ガスや、ヘリウムガスなどの不活性ガスをシールドガスとしてトーチノズル内に流し、融点の高いタングステン電極と母材との間にアークを発生させ、そのアーク熱により不活性ガスと酸素を燃焼させ、溶接しようとする部品の一点にアークを集中させて溶接を行う工法です。精密な溶接や、銅などの非鉄金属の溶接に適しています。また、マイクロアーク溶接とも言われている。
 |
 |
 ステンレス部品とコイルの突合せ溶接 |
 銅材の突合せ溶接 |
 ステンレス線材の突合せ溶接 |
 銅線材の付き合わせ溶接 |
 ステンレス線材の突合せ溶接 |
 銅板の突合せ溶接 |
アーク溶接の利点
・ほとんどの金属の溶接に用いることが出来る。
・タングステンの融点は金属の中で一番高いため溶接時の熱で電極が消耗することがほとんど無い。
※溶接時に汚れてしまったり、先端が丸まってくるとアークの飛びが悪くなるため研磨が必要です。
・精密な溶接が可能。
・非接触溶接なので、溶け込み以外母材の変形が生じない。
アーク溶接の欠点
・ガス費用が高価で、溶接加工時間・技術力がいるため、費用が高め。
・シールドガスを用いるため、風の吹く屋外での作業に不向。
アークスポットの加工事例は、こちらから
半自動アーク溶接とは、溶加材である溶接ワイヤーから直接アークを飛ばし溶融する溶接です。
溶接時に自動で溶接ワイヤーとシールドガスを送り続けるが、トーチは手作業で行うため半自動です。
シールドガスには炭酸ガスやアルゴンガス等を用います。
現場では半自動溶接や半自動などと略されて呼ばれることが多いです。
|
|
また、使用するガスの種類により3種類の溶接に分かれます。
・炭酸ガスアーク溶接・・・炭酸ガスのみを使用した溶接。鉄材等に用いられる。安価。
・ミグ溶接・・・アルゴン等の不活性ガスのいを使用した溶接。アルミやチタン等に用いられる。アルゴンガスが高価。
・マグ溶接・・・不活性ガスと炭酸ガスの混合ガスを用いた溶接。仕上がりがキレイ。炭酸ガスに反応するアルミ・チタン等には使用不可。
半自動アーク溶接の利点
・溶加材が自動供給のためTIG溶接より溶接が容易。
・溶接スピードが速い。
・炭酸ガスを用いる場合はガス代が安価。
半自動アーク溶接の欠点
・精密な溶接は困難。
・シールドガスを用いるため風の吹く屋外での作業に不向。
被風アーク溶接とは、溶接棒からアークを直接飛ばし溶融する溶接です。
溶加棒は心線(溶加材)をフラックス(被覆)が覆う形状になっています。
アークを発生させると、心線の溶融と共にフラックスを液体と気体に分解し、溶接箇所を包む被覆ガスとスラッグを発生させます。
被覆ガスは空気を排除し良好な溶接条件を作り、酸化も防ぎます。スラッグはビードの上を覆う固体になりスパッタや空気から保護します。
全て手作業になります。現場では省略しアーク溶接と呼ばれることが有ります。
|
|
被覆アーク溶接の利点
・風のある屋外でも作業ができる。
・設備がの構造が簡易なため、安価で保守点検もしやすい。
・溶接自体は簡単。
被覆アーク溶接の欠点
・キレイなビードを形成するには熟練した技術が必要。
・精密な溶接が困難。
・溶接できる材質が少ない。
・溶接効率が悪い。(溶接棒の交換が必要。スラッグの除去が必要)
電子ビーム溶接とは、真空中で放出した電子を高い電圧で加速させ、
コイルとレンズで収束させビームを部材に衝突させ、超高温を発生させ溶接する溶接方法です。
真空での突合せ溶接(共付け)になります。
 |
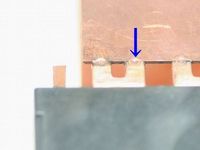
アルミ材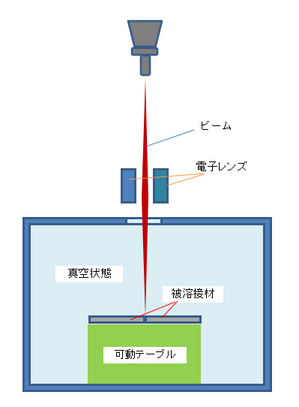 の突合せ溶接 の突合せ溶接 |
電子ビーム溶接の利点
・溶接幅が狭く、深い溶け込みで溶接可能
・入熱範囲が狭いため、歪みを抑えた溶接が可能
・薄板の溶接が可能
・高融点金属である、タングステンやモリブデンの溶接も可能
・真空中での溶接のため、酸化・窒化の心配が無く、活性金属の溶接にも適している。
・銅とステンレスなど難易度の高い異種金属の溶接が可能
電子ビーム溶接の欠点
・亜鉛など成分中に蒸気圧の高い金属を多量に含む、真鍮や洋白などの接合に不向き
・材料中にガスを多く含む鋳鉄やタフピッチ銅なども対応不可
・溶接時に脆い金属化合物が出来る組合せ(アルミと鉄鋼、チタンと鉄鋼など)も対応不可
・材料は十分な脱脂や異物の除去が必要
・溶接部は出来るだけ密着させる必要が有り、材料精度が必要
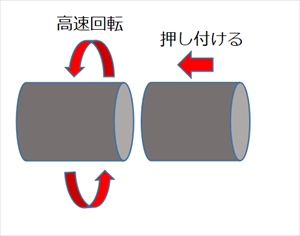
材料の一方を高速回転させながらもう一方の材料に押し付ける事により、材料どうしを接触面を撹拌接合する接合方法です。
外部から熱を加える接合方法ではないため、周囲に焼けやスパッタ、ガスが発生せず、溶加材やフラックスが必要ない環境にやさしい接合方法です。
 |
 |
摩擦圧接の利点
・接触面全体で接合できるため、アーク溶接など表面のみの溶接より強固に接合できる
・丸棒とパイプを接合することにより中空化・軽量化が図れる
・異種金属の接合が可能
・接合状態の再現度が高い
摩擦圧接の欠点
・片側の高速回転させる材料側は丸棒やパイプなどの形状でなければならない
・接合部が膨らんでしまい、除去が必要
・部材を高速回転させ押し付けるため、それに耐えうる材料強度が必要
・材料は十分な脱脂や異物の除去が必要
・溶接部は出来るだけ密着させる必要が有り、材料精度が必要
| 溶接法 | 融接 | ガス溶接 | 非消耗電極式 | ティグ溶接 | |
| アーク溶接 | プラズマ溶接 | ||||
| 消耗電極式 | 被覆アーク溶接 | ||||
| マグ溶接 | |||||
| ミグ溶接 | |||||
| セルフシールドアーク溶接 | |||||
| サブマージアーク溶接 | |||||
レーザー溶接 |
YAGレーザー溶接 | ||||
| ファイバーレーザー溶接 | |||||
| CO2レーザー | |||||
| LDレーザー溶接 | |||||
| 電子ビーム溶接 | |||||
| エレクトロスラグ溶接 | |||||
| 圧接 | 抵抗溶接 | 重ね抵抗溶接 | スポット溶接 | ||
| プロジェクション溶接 | |||||
| シーム溶接 | |||||
| 突き合わせ抵抗溶接 | アプセット溶接 | ||||
| 高周波誘導圧接 | |||||
| 突き合わせプロジェクション溶接 | |||||
| バット溶接 | |||||
| シーム溶接 | |||||
| スタッド溶接 | |||||
| 拡散接合、摩擦圧接 | |||||
| ガス圧接 | |||||
| 超音波溶接 | |||||
| 爆発圧接 | |||||
| ろう接 | 硬ろう付け | ガスろう付け | |||
| 炉内ろう付け | |||||
| 誘導加熱ろう付け | |||||
| 抵抗ろう付け | |||||
| ディップろう付け | |||||
| 真空ろう付け | |||||
| 赤外線ろう付け | |||||
| 軟ろう付け | はんだ付け | ||||
| アプレーションピニング | |||||
| 超音波ろう付け | |||||

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。