![]()
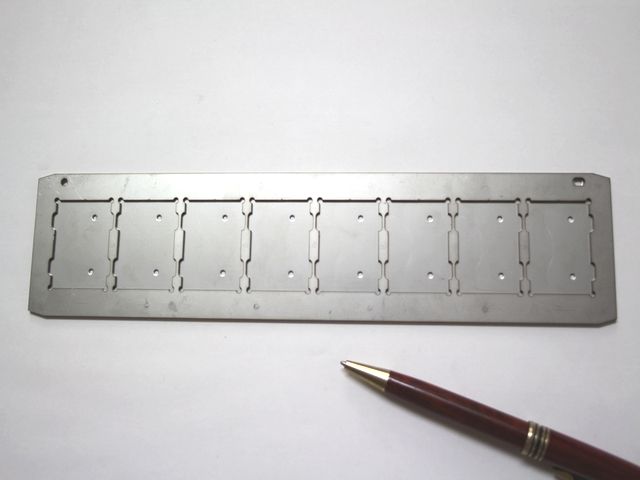
| 材質 | 鉄(SPCC) t2.0と3.0 |
|---|---|
| ご依頼数量 | 500個 |
1)吊り下げ金具のプロジェクション溶接
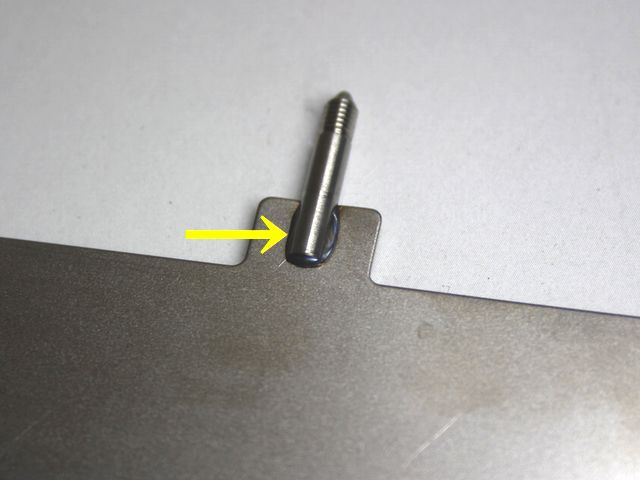
被溶接材(部品)の肉厚(板厚)が厚い場合に接合を行うときの事例です。
t3.0側の被溶接材(部品)にプレス加工でプロジェクション(突起)を施し、相手側のt4.0側の被溶接材(部品)と接合を行っています。プロジェクション溶接の特徴として、厚みのある被溶接材(部品)でも、短時間で溶接が可能で、溶接強度もプロジェクション(突起)のサイズによって調整が出来ます。
その他プロジェクション溶接の事例は、こちらから
2)事例においての他の溶接方法としては、
①ティグ溶接:接合部周囲の溶接となり、溶接時間もかかってしまう割に強度確保が低く、溶接コストだけが高くなります。
②半自動アーク溶接:肉盛り溶接となり、ワーク形状を損なってしまうのと、溶接コストが高くなります。
③スポット溶接:機械容量が非常に大きな電源が必要となり、狭い溶接範囲では強度確保が困難になります。
1)プロジェクション溶接の受託加工
2)冶具電極の設計・製作
3)部品接合の構想段階からのご相談(接合の方向付け)
4)部品の製作からの一貫対応(試作・量産)
(部品によって、製作対応不可な場合もあります)
5)試験、溶接条件販売、スポット溶接機の選択・販売支援
6)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。