![]()
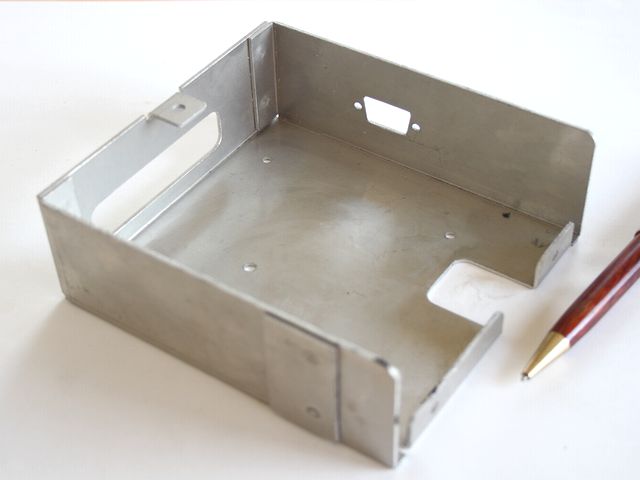
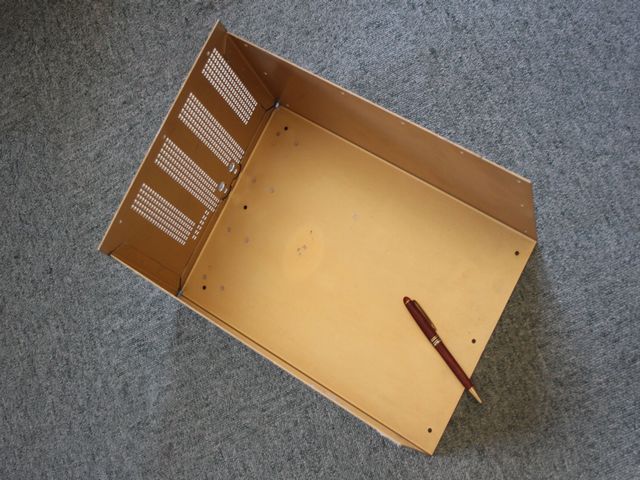
| 材質 | アルミニウム(A5052) t2.0 |
|---|---|
| ご依頼数量 | 1台 |
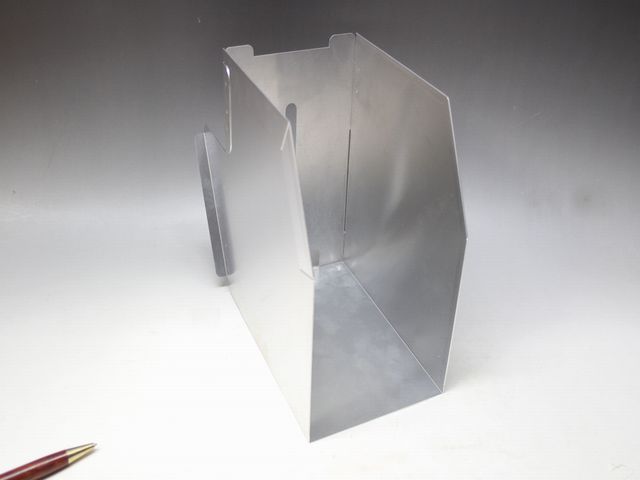
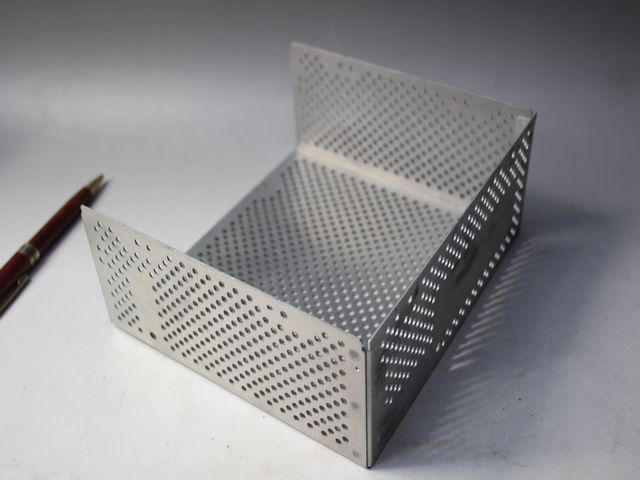
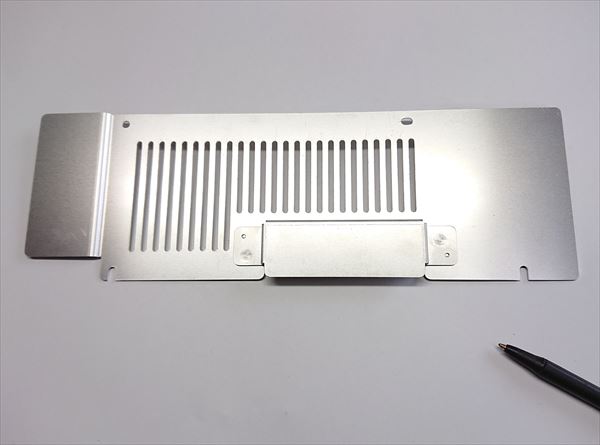
事例は、A5052材板金成形を行った各部品の接合をティグ(アルゴン)溶接と
スポット溶接で組付を行なっています。
アルミ材のスポット溶接は、表面の酸化被膜を溶かすために高い溶接電流が必要ですので、
t3.0ともなると電気容量の高いスポット溶接機が必要です。また、作業上スポット溶接が確実に行えているかの、
見極めが必要となります。あとは、製品形状に製品に合わせた電極の選択もしくは、製作数に合わせて、
適切な電極の簡易製作、及び本作を行います。
アルミ材のティグ(アルゴン)溶接は、材料における熱吸収が早いため、プール(溶け込み)が、
出来た時点から、徐々にトーチの送り速度を上げないと、プールがどんどん大きくなって、
穴が開いてしまいます。適切な送り速度と、溶加棒の挿入を行うことで、溶接強度はもちろん、
光沢のある美しいビードが形成されます。
1)スポット溶接の受託加工:対応板厚 ステンレス:t00.3~t6.0、アルミ(A5052):t0.1~t4.0 その他材質、線材にも対応
2)接合方法のご提案:最適な接合方法のご提案
(抵抗溶接、拡散接合、超音波接合、ティグ溶接、レーザー溶接、ロウ付け等)
3)豊富な電極完備:創業50余年、さまざまなスポット溶接に対応をした電極の標準完備
4)治具電極製作及び金型製作:社内製作がもたらす、スポット溶接技術
5)部品製作:各種、板金部品等の製作
6)溶接試作・立上げ支援:溶接テスト、試作、溶接条件販売、設備選択・販売支援
7)全国対応
8)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。