マグネシウムの比重は1.7と、チタンやアルミニウムなどの実用金属の中でも最も軽い金属です。比強度についても、アルミニウムより優れており、また、振動を熱として吸収または消散させる特性と電磁波に対するシールド効果などから注目されています。用途としては自動車部品や電子機器などへの使用されるケースが増えてきていますが、昨今では、カルシュムを含んだマグネシウム特有の発火性の減少を行った、あらたなマグネシウム合金が開発され、宇宙衛星などにも使用されています。また、リサイクル性に優れていることから、自動車業界では環境問題を考量して、積極的に使用されています。
マグネシウムの溶接・接合は合金の種類によって異なりますが、Al・Znを添加したAZ31、AZ61は溶接性が高い材質になり、溶接方法としては、スポット溶接、ティグ(アルゴン)溶接、レーザー溶接が一般的に用いられています。溶接施工として注意しなければ ならない点は、表面に酸化被膜をつくりやすく、その融点は2500℃と母材融点650℃に対し非常に高く溶融を妨げます。特性としてはアルミとよく似ています。また、アルミと比較して熱膨張率は同じくらいですが、熱伝導率はアルミと比較して60%程度ですので、溶接による歪や割れが生じやすく、薄板のティグ(アルゴン)溶接などでは、入熱制御、変形(歪)の抑制が必要となり、拘束冶具を使用します。厚板の裏波が必要な溶接条件では、接合端面の開先形状が重要になります。
| 仕様 | 溶接方法 | 対応材料 |
| 1)抵抗溶接 | スポット溶接 | 薄板材 |
| 2)アーク溶接 | ティグ溶接 | 板材、丸棒,角・パイプ等 |
| 3)レーザー溶接 | YAGレーザー溶接 | 板材、丸棒、角・丸パイプ等 |
| 4)摩擦圧接 | 摩擦圧接、摩擦攪拌接合 | 薄板材、丸棒・角棒等の異種金属接合等 |
 |
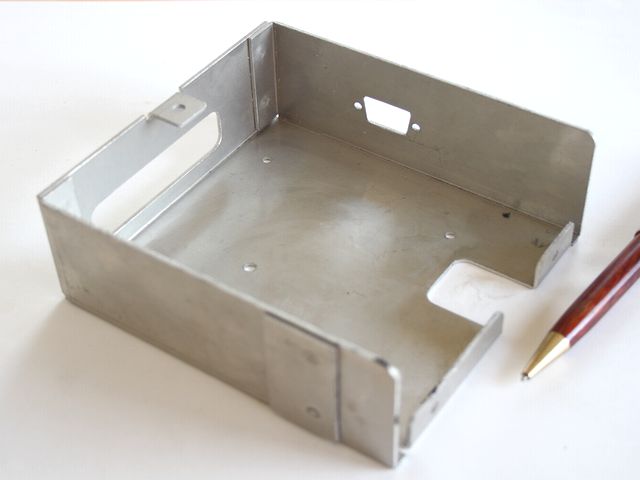
 マグネシウムのスポット溶接事例 |
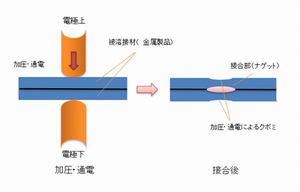
スポット溶接とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧します。
加圧した電極より金属母材へ大電流を流すことにより電気抵抗によるジュール熱を発生させ
局部的に発熱・溶融させ接合される溶接工法です。
マグネシウムの溶接では、高い溶接電流で表面の酸化被膜を、短時間で溶融・加圧を行うことで、母材間にナゲット(溶接箇所)を形成します。溶接強度を高めるためには、必要に応じて複数のナゲットの形成を行います。
1. 高精度:位置決めのジグなどの用いることにより、ワーク精度が得られます。
2. 量産に対応:試作から、量産への対応がスムーズに行えます。
 |
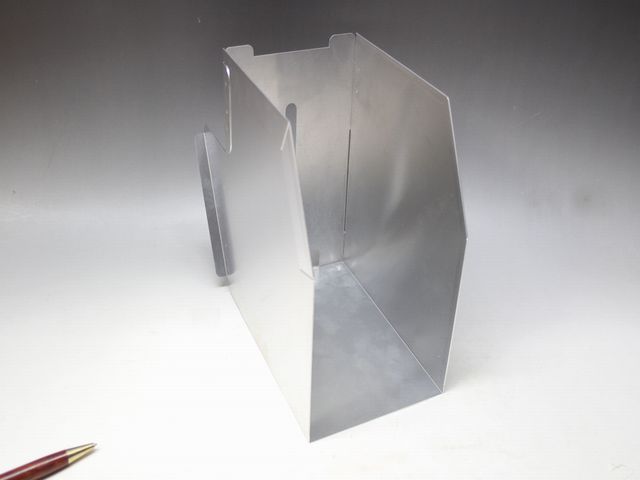
 マグネシウムのティグ(アルゴン)溶接事例 |
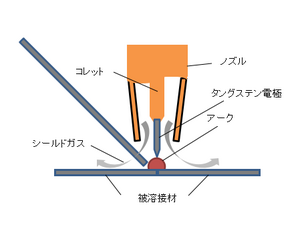
ティグ(アルゴン)溶接は、大気から溶接による金属の酸化を防ぐために、タングステン電極の周りからアルゴンガスやヘリウムガスなどの不活性ガスを放出し、ガスのシールドを作ります。シールドガスを流した状態で、融点の高いタングステンと被溶接物 との間にアーク放電を発生せしめ、そのとき発生 する熱で溶接します。電子の流出 するタングステンを冷却し、電子の流入する被溶接物の発熱を促進 するため、タングステン電極をマイナス、被溶 接物をプラスにするように直流電源に接続することによってタングステン電極のダメージを抑制 し、効率よく被溶接物を溶融することができます。
1. 高品質:不活性ガスシールドを使用することで、溶接金属への不純物混入が極めて少ない。
2. 高作業性:様々な形状に適用でき、かつ溶接姿勢に制限がない。
3. 多様な金属が溶接可能:純マグネシウムを始め、様々なマグネシム合金の溶接が可能。
 |
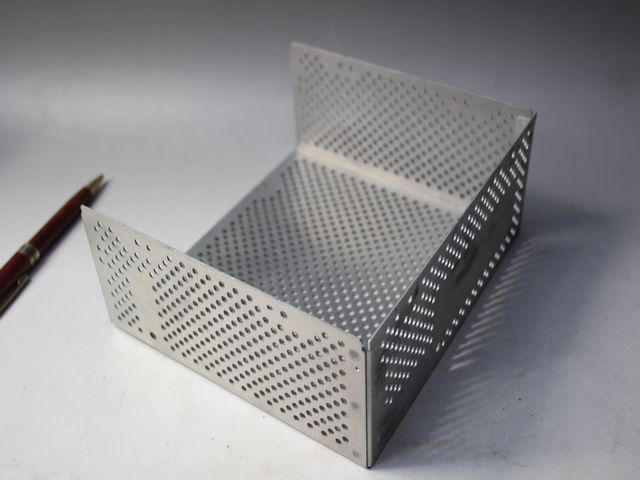
 マグネシウムのレーザー溶接 |
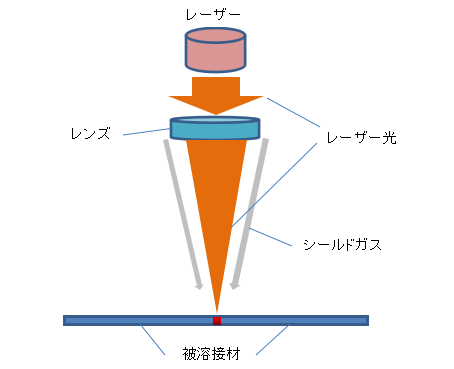
レーザー溶接とは、光源をレーザー素子にあて、誘導放出現象を起こし強力なレーザー光化を行い、集光して金属に照射し、金属を局部的に溶かし固めて接合する方法です。 レーザー溶接はアーク溶接に比べ、溶接時に生じる熱影響が少なく、スポット径を小さく、ビード幅も狭く、そして深く溶接することが可能です。
1. ティグ(アルゴン)溶接と比較して、ビード幅が狭いので、母材に対する溶接熱が軽減できる。ただその分、母材の溶接部密
着精度は高くしないといけなくなります。
2. 量産性には、高額なレーザー溶接機が専用機化となるので、不向きです。
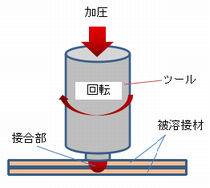
 摩擦圧接接合 |
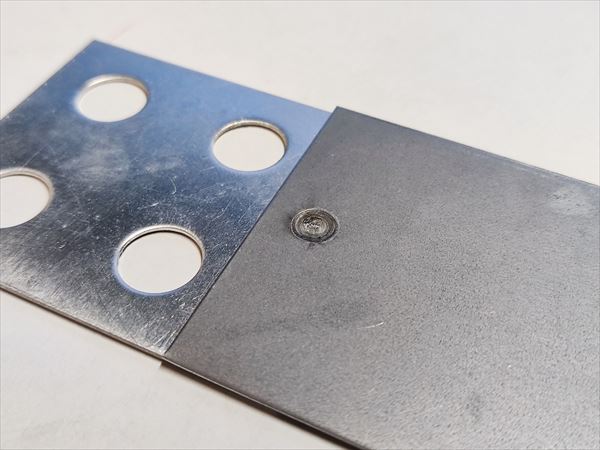
摩擦攪拌接合 |
|
|
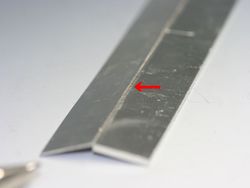
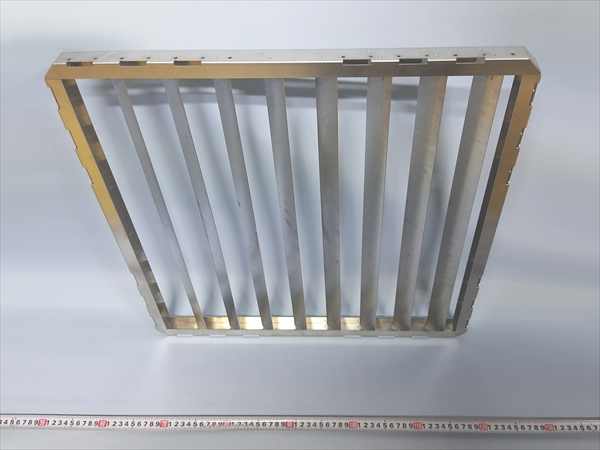
 摩擦攪拌接合品(連続接合も可能) |
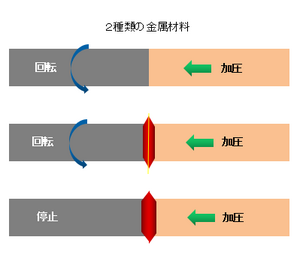
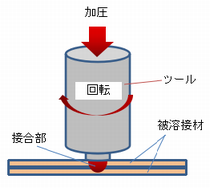
摩擦圧接は材料を回転させ、一定の圧力(摩擦圧)で押付け合うことで、接合面は摩擦熱により高温層となり、その後回転制止して強く加圧することで固相接合させる接合方法です。マグネシムとチタンなど異種金属の特性が必要な場合に使用します。主に自動車をはじめ、航空機、工作機械等の異種金属のシャフトの接合などに用いられていますが、薄板金属の接合の場合は、ツール先端に先端に突起を施したモノを回転させながら、重ね合わせた金属板に押し付け、突起部に接する金属板とに、摩擦熱を発生させて、その後ツールの回転を制止して加圧を行い固相で接合(摩擦攪拌接合)を行います。
1.異種金属の接合が行える。
2.金属材料の端面で接合を行えるので、高い接合強度が得られる。
3.摩擦熱以外の熱源を必要としないため、溶加棒やフラックスがいらない、またスパッタや溶融によるガスが生じません。
1.マグネシウムの溶接受託加工
2.板金加工を始めとする、部品製作
3. 簡易治具電極・量産治具電極の製作
4. 溶接テスト・試作品製作(有償)
5.抵抗ロウ付けの加工溶接条件の販売から機械販売支援も承ります。
溶接試作・立上げ支援(溶接サイト)
6、全国対応
7.秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。




{kind=link}