![]()
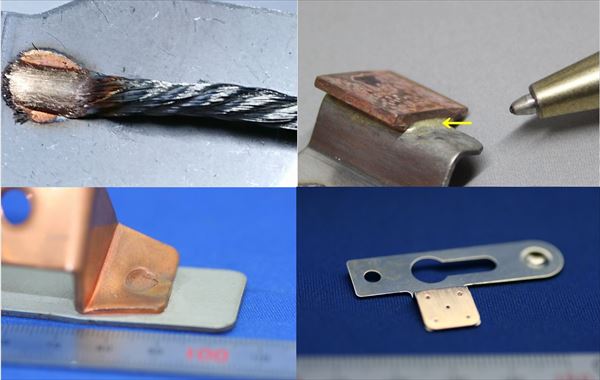
銅とステンレスは融点・硬さ・電気抵抗値等の差が大きく、溶接の相性は良くありません。
また、ステンレスは表面に不働態被膜を形成する事で酸化を防ぎますが、この不働態被膜が
接合時に邪魔することがあります。
上記のように接合条件は良くありませんが、独自の溶接方法で銅とステンレスの溶接を実現しております。
スポット溶接とは、溶接したい部材を電極で挟み込み、電気を流した時に発生する電気抵抗熱で溶接する
抵抗溶接という溶接方法です。そのため、銅のように電気抵抗が低い材料の場合には溶接が難しいのですが
こだま製作所では長年の研鑽で銅をとステンレスのスポット溶接を実現しています。
 |
 |
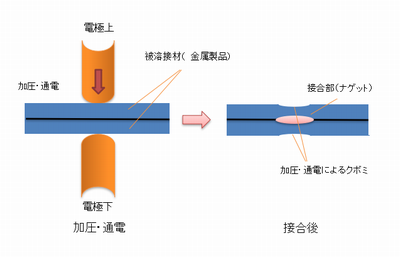
スポット溶接(抵抗スポット溶接)とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を
電極で加圧を行い、加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、
被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。
抵抗溶接の一種として、もっともポピュラーな工法で、自動車や家電等あらゆる分野で用いられています。
※スポット溶接の詳細は、こちらから
※スポット溶接の事例は、こちらから
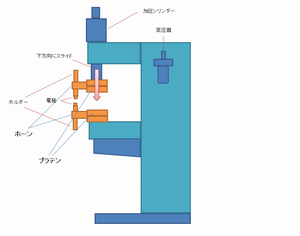 抵抗スポット溶接機の構造(エアー式) |
 |
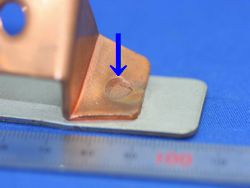
プロジェクション溶接とは、スポット溶接と同じ抵抗溶接の1種です。
スポット溶接と違う点は母材に突起(プロジェクション)を設ける所です。
突起を設けることにより、電気の流れる面積が狭くなり発熱量が大きくなります。
発熱量が多くなることにより異種金属の接合がしやすくなり、通電時間が短くなることで
仕上がりの見栄えも良くなります。
プロジェクション溶接とは、被溶接材(製品部品)の板厚が厚い場合に、部品のどちらか一方に、プレス加工などでプロジェクション(突起部)を設けてプロジェクション(突起)部を加圧し、大電流を突起部に集中して流すことによって生じる発熱で、プロジェクション(突起部)を溶かし、部品同士の溶着を行う抵抗溶接の一種です。平板とナットやボルトの溶接などに使われている他、薄板同士の溶接歪を抑えるための工法として行ったり、量産時の薄板同士のスポット溶接多点数を抵抗溶接機一工程に収める極めて効率の良い工法としても行われています。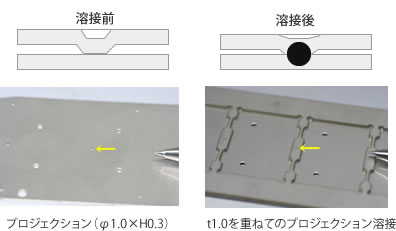
※プロジェクション溶接の詳細は、こちらから
※プロジェクション溶接の事例は、こちらから
3、ロウ付け
ロウ付けとは、接合したい2部材にロウ材(銀ロウやりん銅ロウなど)を溶かし込み接合する方法です。
ステンレスは表面に不働態被膜を形成するため、ロウ付けの難易度が高いうえ、銅とのヒートバランスも
違うため、難しい接合になりますが、ものによっては接合可能です。
 |
 |
ロウ付け(ろう付け)とは、部品の接合方法の一種で、一般的には接合しようとする部品と部品をガスバーナー等で加熱し、加熱された部分間にロウ材を近づけ溶かし部分間に流し込み冷却を行い接合する工法です。
接合したい部材自体を溶かさないので・溶融条件の違う材質の接合、・溶融してしまうと脆くなる材質の接合、・溶融温度の高い材質の接合、等さまざま接合が可能です。
ロウ付け(ろう付け)には様々な種類がありますが「こだま」では、ガスバーナーで炙る一般的な工法を中心に、抵抗溶接機を使用する抵抗ロウ付け(ろう付け)も行っています。また、加工ネットワークで、炉中でロウ付け(ろう付け)を行う、ブレージングまで対応しています。
 ガスバーナーによるロウ付け |
 抵抗ロウ付け |
※ロウ付けの詳細は、こちらから
※ロウ付けの事例は、こちらから
1.秘密保持契約
2.製品に合わせた、溶接方法の選択、各溶接の受託加工
3.治具電極製作及び金型製作
4.豊富な薄板金属の在庫
5.部品製作(金型レス製作で、1個からの対応)
製作内容に合わせた、適切な製作方法の選択
6.金型レス・簡易金型製作、各種部品の1個~約2000個製作
7.熱処理及び、表面処理(対応不可な場合もあります)
8.全国対応
9.秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
まずは図面を送付頂ければ溶接方法や可否について検討させて頂きますので
お気軽に御問合わせください。
また、図面が無い場合でも手書きのラフ図や簡単な形状であれば文言のみでも対応させて頂きます。![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
