![]()
| 材質 | SUS304 t1.0、t0.05 |
|---|---|
| ご依頼数量 | 30000個 |
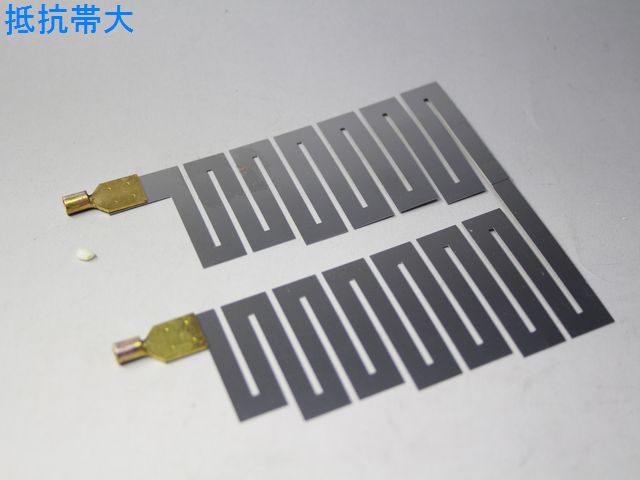
SUS304の抵抗帯、t1.0はプレス加工、t0.05はエッチング加工で成形を行いましたが、
課題は、接合でした。
レーザー溶接でも可能ですが、量産を前提とした案件であったため、
コスト重視で、マイクロスポット溶接で方向付けを行い、いかに溶接歪を抑えるか・・・
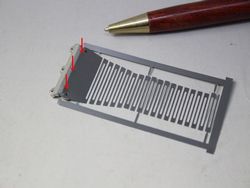
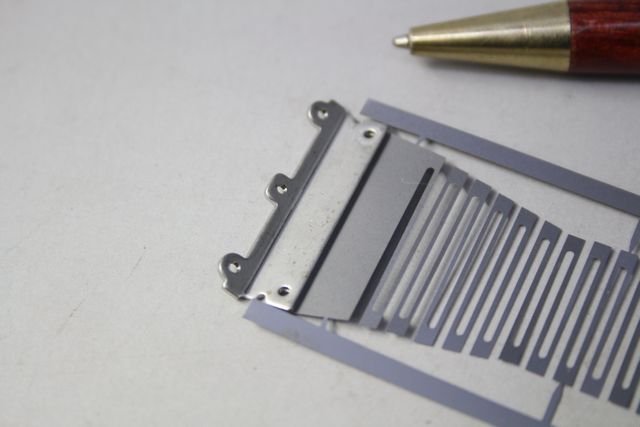
位置決めを行う治具と、スポット溶接で通電を行うための電極の構造。
脱着を踏まえた二つの要素を一体化させて、治具電極の考案を行い、
対応を行いました。
レーザー溶接に比べ、ノウハウさえあれば治工具も安価にできますし、
治工具がシンプルな構造なので、試作から大量生産までも大きく差をつけます。
溶接における課題が生じた場合、一般的な知見から入るのは当然ですが、
生産性においては抵抗溶接が最適です。
スポット溶接という、ひとつの工法からだと直ぐに「無理」となりますが、
抵抗溶接の方向性から見てすれば、その溶接範囲は広がります。
溶接の受託加工もお手伝いしております。
薄板溶接の課題が生じましたら、お気軽にご相談ください!!
「こだま」がご提供できること
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
4)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
5)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
6)簡易金型技術、製作方法の選択で、コストパフォーマンスのご提供
約100個のリピート品、約2000個の限定製作対応
7)t0.005~の箔・微細加工技術
8)各種表面処理・熱処理加工
9)守秘義務契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。