
![]()
建築デザイナーからのご依頼で某工科大学工房の椅子・ベンチ・テーブル
計116台を製作した事例です。

(こだま製作所での撮影)
折り紙で出来たようなイメージ!!!工房に入るまではあまりインパクトは
ありませんでしたが・・・・・
工房に入った画像を確認すると・・・・流石です!!
では 製作風景をご案内します!!

まず、椅子の座席部分のカエリ取りから鉄板(spc t2.3)のラインを崩さず、
なおかつ、安全配慮でサンダーを走らせます。
サンダーはテクノディスク120番。
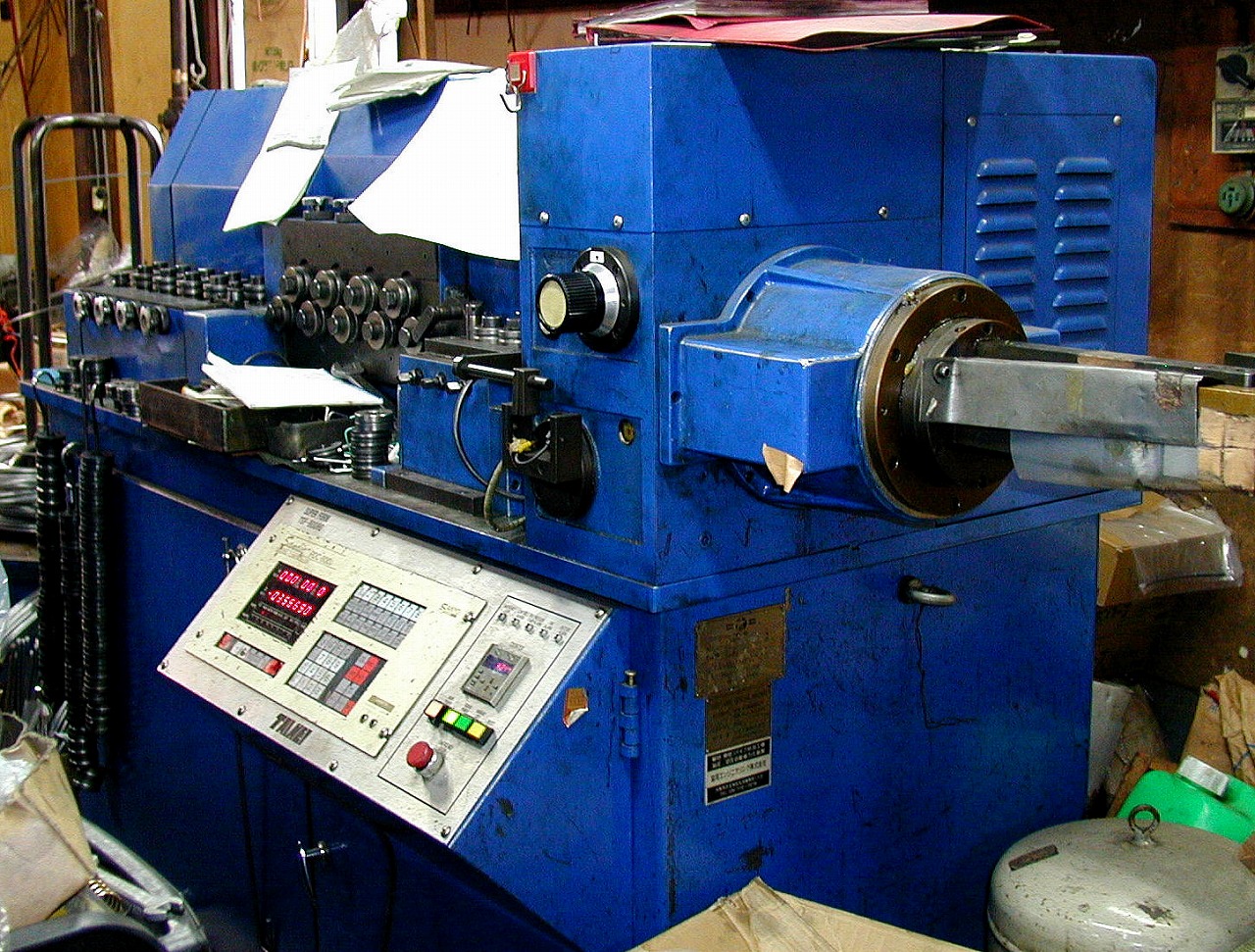
座席部分の鉄板の補強に使用する丸棒(SPC9φ)の曲げ加工を行なうNCベンダー加工機です。

デザイン重視の曲げラインですのでNCベンダー加工機だけでは
対応不可のため、微調整は技能で対応します。

手作業での曲げ矯正。R部分の高さバラツキもこの通り!

丸棒(SPC9φ)の矯正が終了した時点で椅子本体になる鉄(SPCC)t2.0に
スポット溶接にて溶着を行ないます。
(CO2溶接から歪考慮で溶接法の変更を提案しました)
スポット溶接を行なった後の本体、座部分のスポット溶接痕を
サンダーテクノディスクにて仕上げています。
■■ベンチ、テーブル製作■■

椅子の製作の次に、テーブルとベンチの製作を行ないました。
製作手順を同じく鉄板に補強の丸棒を溶接しますので、まずは補強丸棒の形状成形。

椅子の時と同様、丸棒のR形状微調整を行なっています。

本体板(SPCCt3.0)の溶接組み立てを行なっています。
無駄な肉盛りが外観を損ないますので、溶接方法はティグ溶接を選択しました。

ベンチの完成(塗装前)
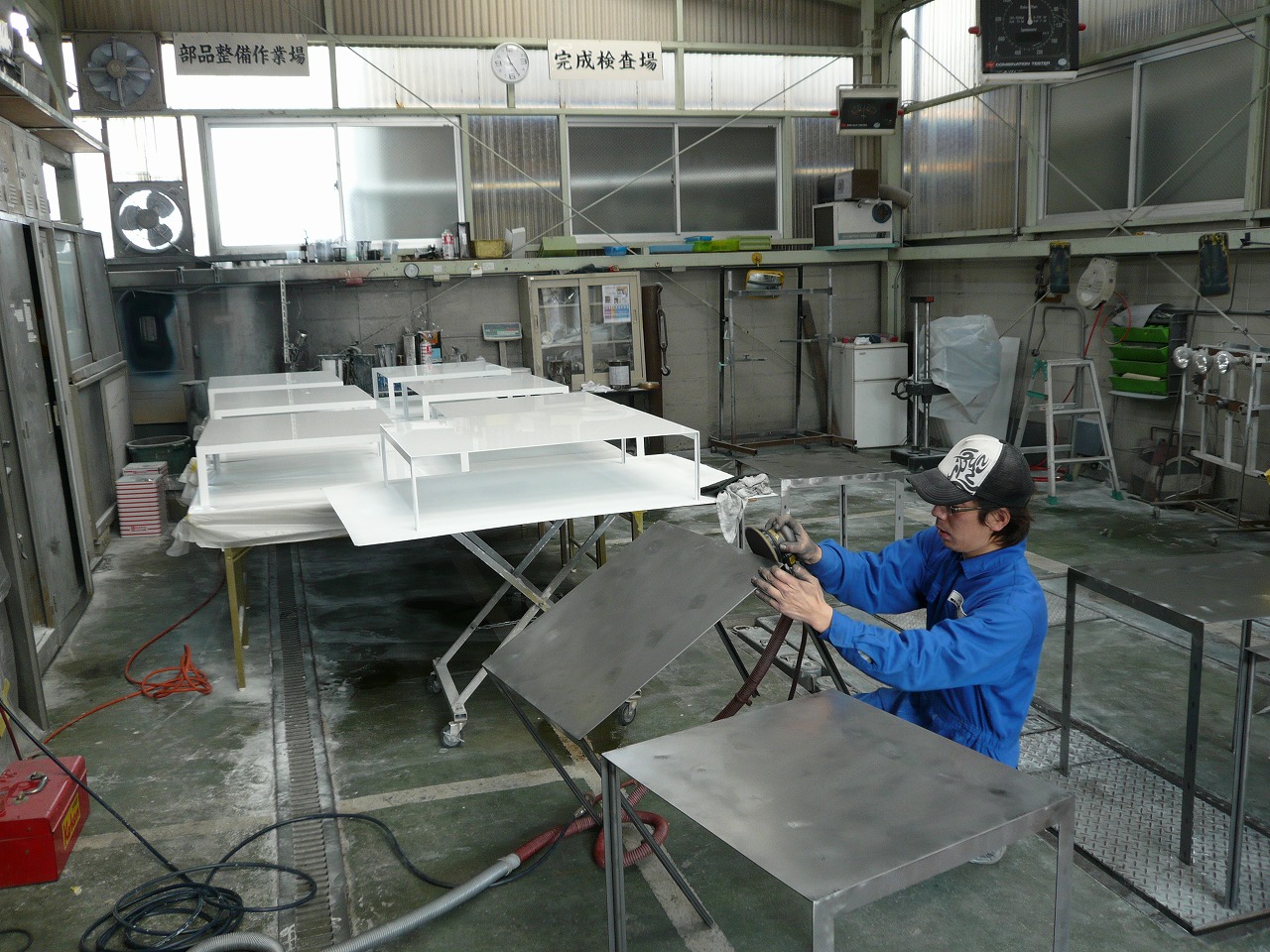
最終の表面処理として吹きつけ塗装を行ないますが
その前に下地の仕上げを、もう一度行なっています。

下地仕上げを行なったモノから、どんどん塗装されゆきます。
エアークッションにて梱包を行い別注パッキンケースに入れて
4トントラックで いざ現地へ!!!!!
※その他アート作品の製作事例は、こちらから
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。

