スポット溶接の品質確認は強度検査と外観検査を行っております。
弊社でのスポット溶接部の強度確認方法は製品によって異なり、
検査方法は、図面指示やユーザー様との打ち合わせによって確認を行います。
下記強度確認事例です。
溶接後の製品を破壊し、溶接部などで穴が空くか確かめる方法です。
数値などの測定を行うわけではありませんが、スポット溶接が確実に行われている事を確認することが可能です。
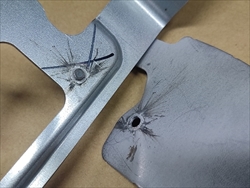
溶接後の製品を剥離(ピール)しナゲット部の直径を測り
強度を確認します。自動車関係などでは「5√t」(tは板厚)が多く使用されており基準としています。
ナゲット径はサイズは図面指示や試作などを経て協議によって決定します。

引張強度の測定の場合、製品によって測定方法が異なります。
母材サイズが小さく必要強度が低い場合にはテンションゲージによる測定を行います。(引張強度20N以下の場合)
強度が必要な場合には引張強度試験機を使用します。
引張強度試験機を使用する場合にはコストが大きくなります。

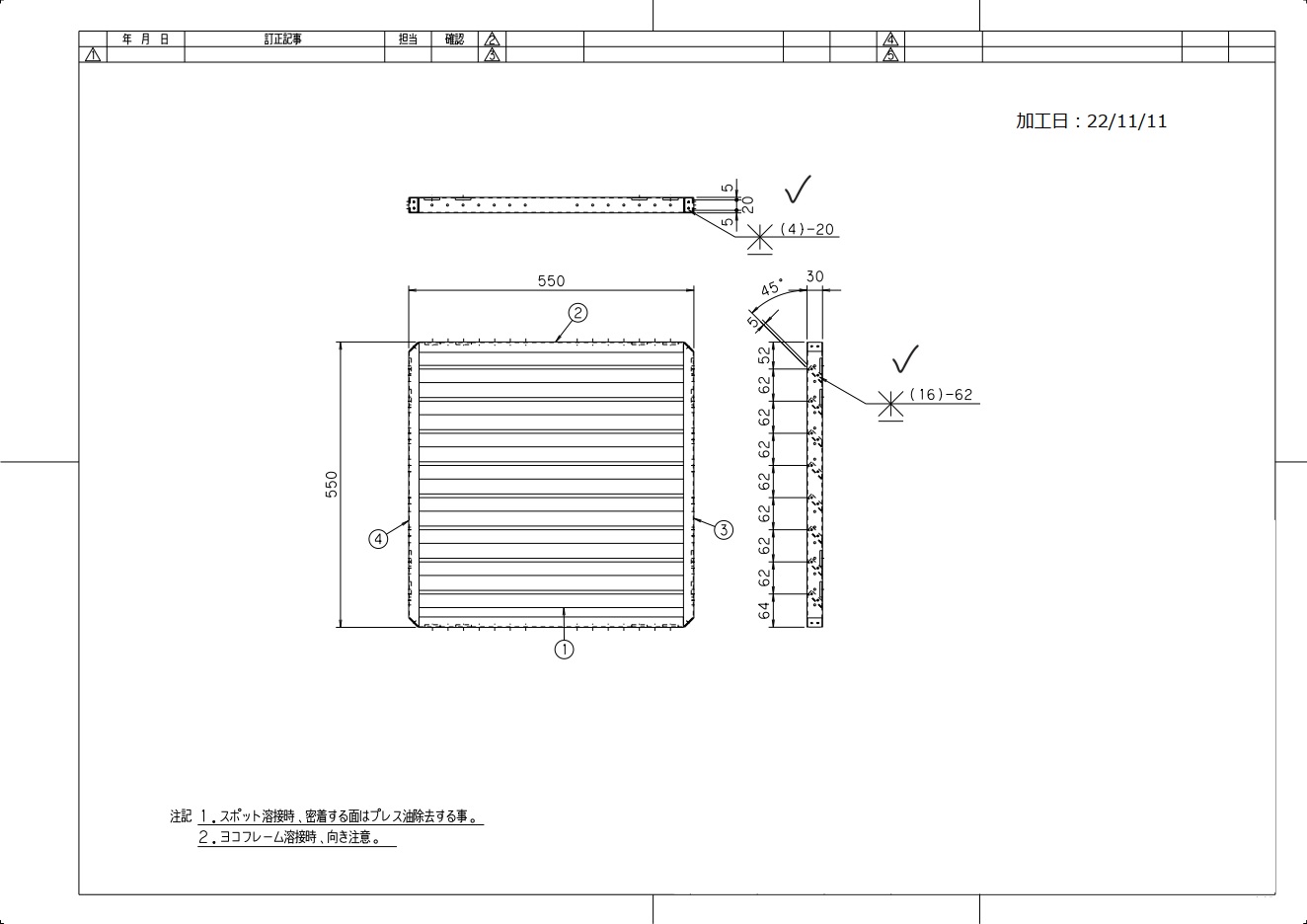
外観検査では主に図面指示通りの溶接、寸法で加工できるているかを確認します。寸法の確認は基本的にはノギスかハイトゲージを使用し測定を行います。
確認方法は製品によって異なりますますが、加工開始時、中間、終了時に行われることが多いです。
確認漏れが無いように図面上の加工箇所にチェックを行い確認します。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
