スポット溶接とプロジェクション溶接は、どちらも抵抗溶接の一種ですが、それぞれ異なる方法と用途があります。以下に、これら2つの溶接方法の違いを解説します。
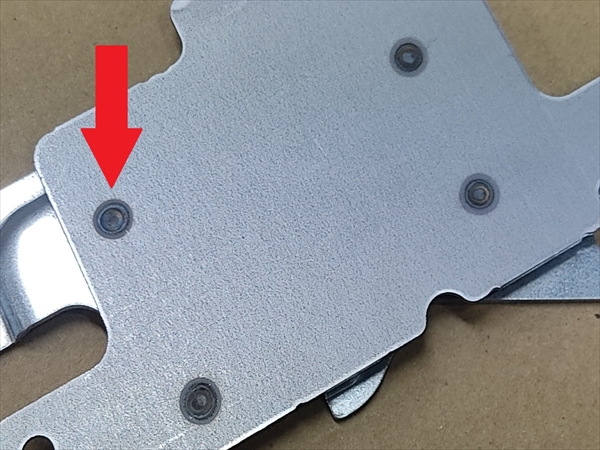
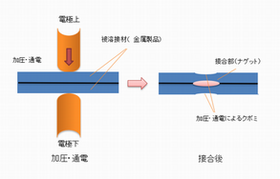
スポット溶接は、主に自動車産業や家電製品の製造で広く用いられています。以下がスポット溶接の特徴です。
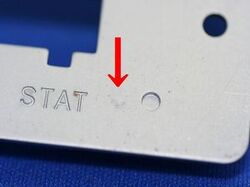
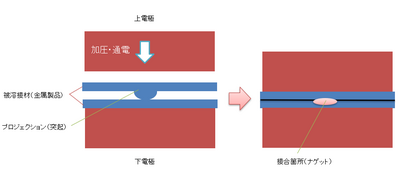
プロジェクション溶接は、特定の部品の接合に適した方法で、以下の特徴があります。
1,溶接方法:
2,用途:
3,生産効率:
4,加工プロセス:
5,厚さの対応:
このように、スポット溶接とプロジェクション溶接はそれぞれ異なる特性を持ち、用途や必要な加工プロセスが異なります。製造する製品や使用する材料に応じて、適切な溶接方法を選択することが重要です。
こだま製作所では創業時(創業50余年)から、さまざまな分野の製品のスポット溶接加工を手がけてきました。
試作から量産、溶接テストまで様々なスポット溶接を受託加工いたします。
スポット溶接の試作・量産でお困りの方はご相談ください!!
真鍮t0.3とニッケルメッキ加工した
真鍮t0.3のスポット溶接
真鍮t0.5とステンレスt0.3のスポット溶接
真鍮t0.4のスポット溶接組立
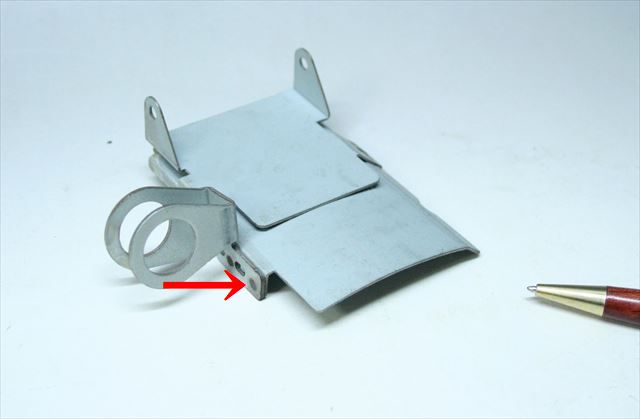
亜鉛メッキ鋼板t1.0のスポット溶接
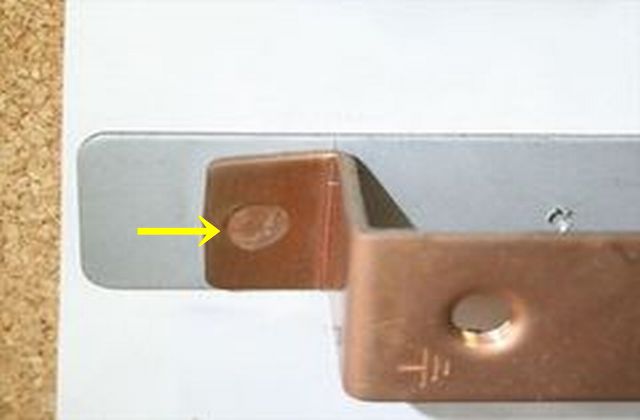
銅t2.0と亜鉛メッキ鋼板t1.0の
スポット溶接

アルミt4.0とt3.0のスポット溶接
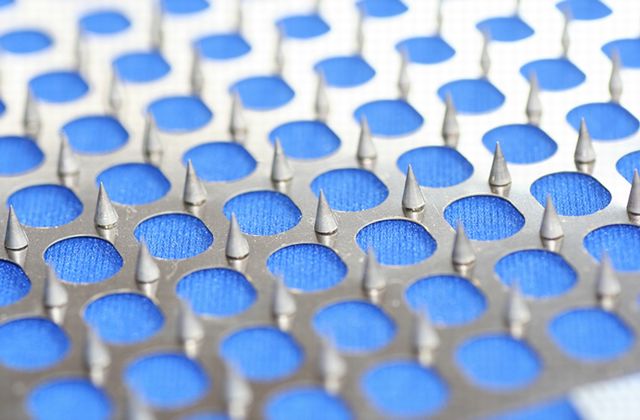
ステンレスt0.8とφ2.0三角錐の
プロジェクション溶接

鉄 t1.5と袋ナットt1.0の
プロジェクション溶接
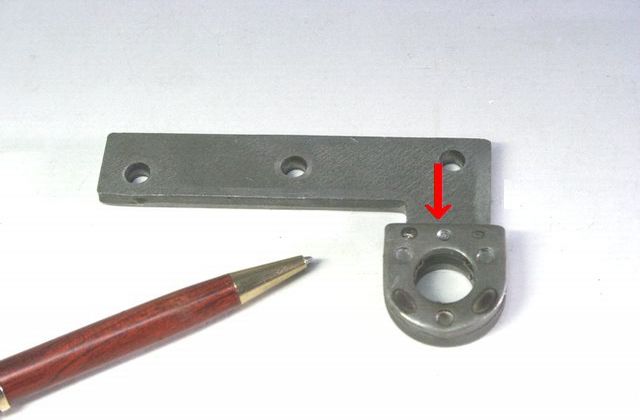
鉄t6.0とt4.0の
プロジェクション溶接

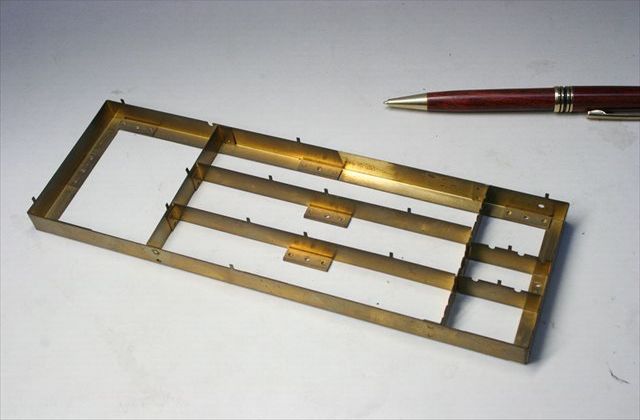
エンジン内部品の
プロジェクション溶接

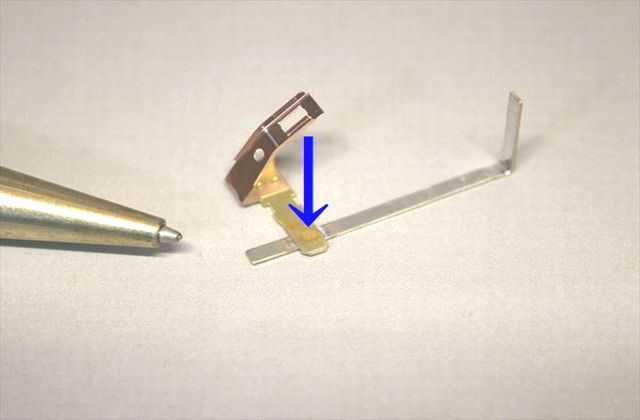
PC部品の異種金属(リン青銅+SUS)の
プロジェクション溶接

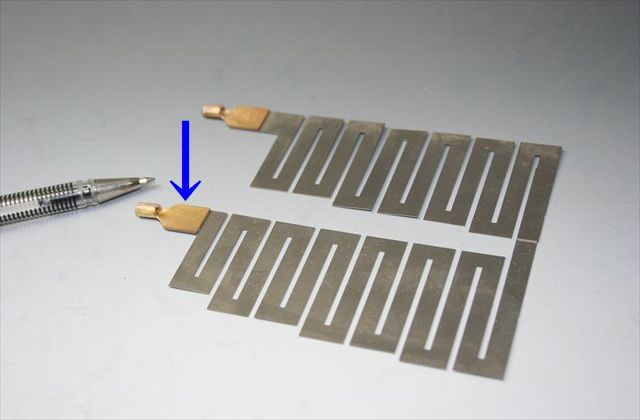
ルーバー(SECC t0.8)の
プロジェクション溶接
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工
10)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
