スポット溶接で対応出来る板厚は、材料の厚み・材質・設備の出力の要素で変わってきます。
スポット溶接において材料の厚さが大きくなるにしたがって、大きな出力が必要となります。
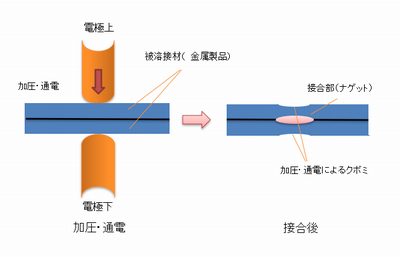
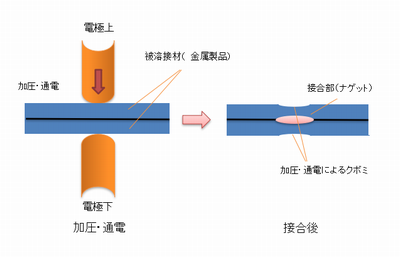
理由は、スポット溶接の原理が電極と材料に流した電流により抵抗熱を発生させナゲット形成させる溶接方法だからです。
 |
 |
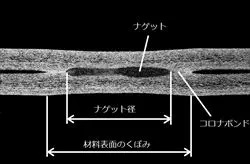
板厚が大きい場合には、電極から発熱箇所までの距離が大きくなり母材の電気抵抗や分流により電流密度が低下しナゲット形成が小さくなる、またはナゲット形成が困難になります。
また、材質によって電気抵抗の大小、融点の大小があるため材質によっても変わってきます。
板厚が大きい場合には出力の大きさが必要になってきますが、板厚が小さい場合には違った問題が出てきます。
 |
 |
板厚が小さい場合には、歪みや強度の問題が出てきます。一般的なスポット溶接では電極で材料を挟み込み電気を流すため、材料に荷重が掛かります。その際に歪みが発生するため、板厚が小さい場合には加圧力・電気出力共に繊細な出力調整が出来る設備が必要になってきます。また、板厚が小さいためナゲット形成も小さくなり強度は出にくくなります。
 |
 |
板厚が厚い場合や歪みをさえたい時スポット溶接で対応が難しくてもプロジェクション溶接であれば対応出来る場合があります。プロジェクション溶接とは部材にプロジェクション(突起)を形成しその部分を抵抗溶接する事により、抵抗発熱効率を上げる溶接方法です。
 表面 |
 裏面 |
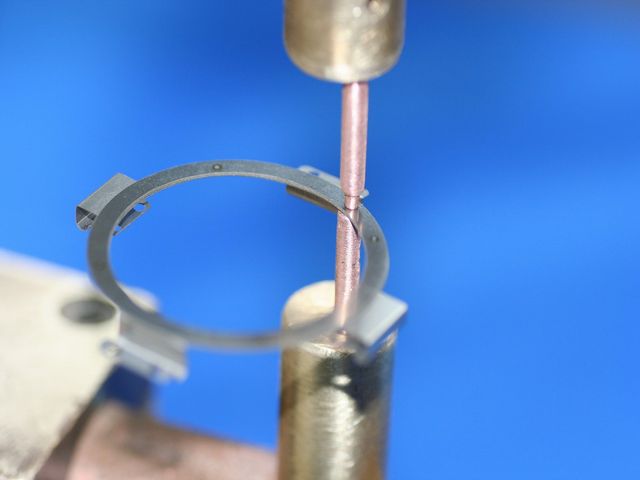
抵抗スポット溶接とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧を行い、加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。
抵抗溶接の一種として、もっともポピュラーな工法で、自動車や家電等あらゆる分野で用いられています。
※加工・製作事例は、こちらから
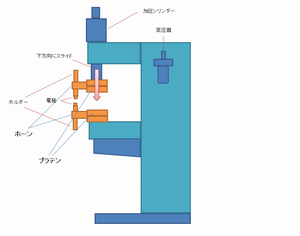 抵抗スポット溶接機の構造(エアー式) |
 |
 エアー式抵抗スポット溶接機 |
 足踏み式抵抗スポット溶接機 |
プロジェクション溶接とは、被溶接材(製品部品)の板厚が厚い場合に、部品のどちらか一方に、プレス加工などでプロジェクション(突起部)を設けてプロジェクション(突起)部を加圧し、大電流を突起部に集中して流すことによって生じる発熱で、プロジェクション(突起部)を溶かし、部品同士の溶着を行う抵抗溶接の一種です。平板とナットやボルトの溶接などに使われている他、薄板同士の溶接歪を抑えるための工法として行ったり、量産時の薄板同士のスポット溶接多点数を抵抗溶接機一工程に収める極めて効率の良い工法としても行われています。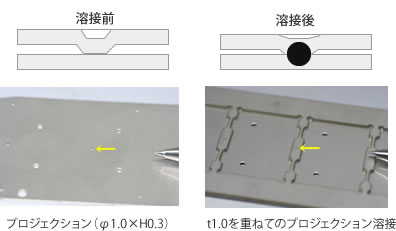

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
