モネルは主成分がニッケルと銅の合金で、高い耐食性と耐熱性を持っています。ほぼ非磁性で熱伝導率も高い優れた合金です。高い耐食性があるため、海水中で使用される機器や構築物に使用され、耐熱性・熱伝導性が高いことから熱処理装置などにも使用されています。モネルの溶接性は主にアーク溶接・抵抗溶接を用いて行われます。別称としてALLOY400やALLOYK500などでも表します。
 |
 |
| 1)抵抗溶接 | スポット溶接・プロジェクション溶接・シーム溶接 |
| 2)アーク溶接 | ティグ溶接・プラズマ溶接 |
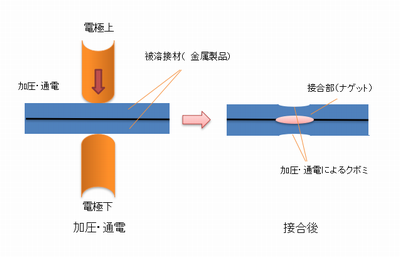
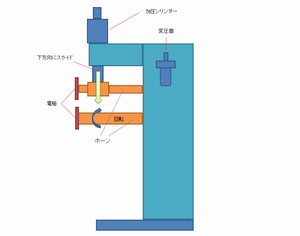
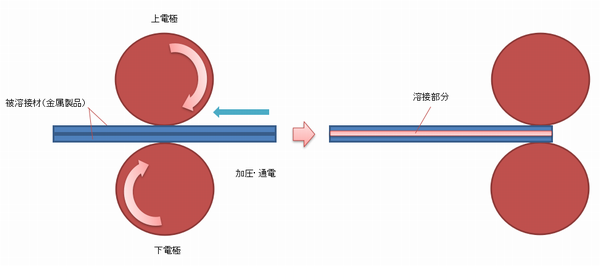
抵抗溶接は、被溶接材となる溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、溶融して接合される溶接工法です。
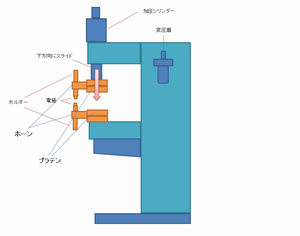
スポット溶接は、抵抗溶接機にプラテン部分にホーンという、いわば機械の腕にあたる真鍮(一般的に使用されている)の無垢材を取り付け、先端に電極を取り付けたホルダーを固定して使用します。電極は、ストレートタイプ、エルボタイプ、または自作の特殊なものまで、被溶接材に合わせて、最適なものを選択することによって、平板・筐体・線材と、さまざまなモネルの溶接が可能です。
 |
 |
スポット溶接の特徴
1. 位置決めの冶具などの用いることにより、高精度な溶接が可能。
2. t0.03からの薄板溶接が可能。
3. 試作から量産へのシフトがスムーズに行えます。
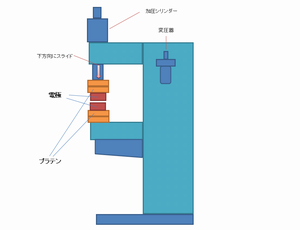
プロジェクション溶接は、抵抗溶接機にプラテン部分に直接専用の電極を取り付けて使用します。
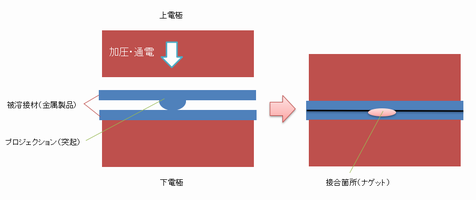
被溶接材(インコネル)に、予めプレス加工もしくは、切削加工でプロジェクション(突起)を施し、上図のように、溶接電流をプロジェクションに集中させて溶接を行いますので、溶接後の被溶接材に対する負荷(熱歪等)を、最小限に抑えることのできる溶接方法です。量産時における薄板金属の合理的な接合方法としても有効で、厚板の接合にも適しています。
 |
 |
プロジェクション溶接の特徴
1、高精度:冶具電極(部品の位置決めと通電を兼ね備えたモノ)の精度を上げることによって、高精度に部品接合が可能です。
2、他の溶接方法(抵抗溶接以外)に比べ、プロジェクション(突起部)に熱が集中するため、熱影響を最低限に抑える事ができます。
3. 試作から量産へのシフトがスムーズに行えます。
シーム溶接は、抵抗溶接機のホーン上下先端に、円盤状の電極を取り付け、円盤の間に被溶接材2枚を重ね通し、連続的な通電と、加圧を電極の回転によって行い金属板や、網を直・曲線上に被溶接材を重ねた状態で、溶接することが出来ます。シーム溶接としては ,突き合わせて溶接する、ティグ(アルゴン)溶接やレーザー溶接でも、良好な溶接が可能ですが、ワーク精度が必要になり、溶接加工費としても上昇します。
 |
 |
シーム溶接の特徴
1、2枚の重ねた被溶接材を、連続的に早い速度で溶接が可能。
2、曲線部を含んだ、タンク等の気密溶接が容易にできる。
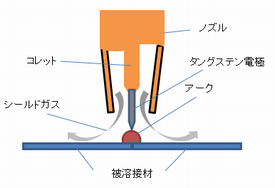
接合させる部品と電極(ティグ溶接・プラズマ溶接)の間に発生させたアークによって、部品の局部を溶かし、シールドガスを使用して接合する溶接方法です。アーク溶接は、突き合わせて溶接(t0.03~t2.0)が行えるのが特徴です。
ティグ(アルゴン)溶接は、大気から溶接による金属の酸化を防ぐために、タングステン電極の周りからアルゴンガスやヘリウムガスなどの不活性ガスを放出し、ガスのシールドを作ります。シールドガスを流した状態で、融点の高いタングステンと被溶接物 との間にアーク放電を発生せしめ、そのとき発生 する熱で溶接します。電子の流出 するタングステンを冷却し、電子の流入する被溶接物の発熱を促進 するため、タングステン電極をマイナス、被溶 接物をプラスにするように直流電源に接続することによってタングステン電極のダメージを抑制 し、効率よく被溶接材を溶融することができます。
 |
ティグ溶接の特徴
1. 不活性ガスシールドを使用することで、溶接金属への不純物混入が極めて少ない。
2. 様々な形状の溶接に適用できる。
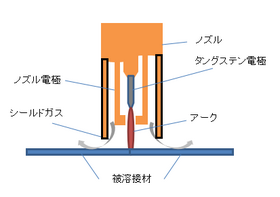
プラズマ溶接は,アルゴンガスとウォール効果によるアークを緊縮させた非常にエネルギー密度の高いアーク熱源となります。
このため、プラズマアークはTIGアーク(自然放電アーク)よりも高温で、プラズマ気流を伴った細くて長いアーク形状となることから多くの特長で、ティグ溶接と比較して、プラズマアークの被溶接材への広がりが少なく集中した熱源となります。一方、ティグ溶接の熱源は、被溶接材に対して、末広に広がる形状になりますのでプラズマ溶接は、ティグ溶接とYAGレーザ溶接のほぼ中間的な溶接方法として、ワーク精度を高めなければなりません。
 |
プラズマ溶接の特徴
1. 不活性ガスシールドを使用することで、溶接金属への不純物混入が極めて少ないです。
2. 様々な形状に適用でき、かつ溶接姿勢に制限がありません。
3. 熱源を集中させて溶接を行いますので、溶接による熱影響の抑制が行えます。
お気軽に、ご相談ください!!
担当:技術営業 村川![]()

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
