| 分類 | 材料記号 |
| 鉄 | SPCC、SK、リボン鋼、亜鉛メッキ鋼板 |
|---|---|
| バイメタル | |
| ステンレス | SUS304、SUS304 CSP、SUS301 CSP、SUS3016L、SUS430、SUS631、SUS420J2 |
| ニッケル | パーマロイ、ハステロイ、インコネル、インバー、形状記憶合金 |
| チタン | TP270、TP340、TP480 |
| 銅・銅合金 | C1020(無酸素銅)、C5210(りん青銅)、クロム銅、ベリリューム銅、真鍮、洋白 |
| プラチナ | PT900、PT1000 |
| アルミ | A5052、A6063、A2017 |
※スポット溶接で出来ることは、こちらから
鉄鋼材料は多様化しており様々な名称の材料が有ります。基本的に付けるだけなら可能ですが、炭素量の多い鉄鋼材は溶接を行うと脆くなり、必要な強度が出ない場合があります。ですが、特殊なスポット溶接を行う方法や溶接後焼鈍を行う事で溶接強度を増す事が出来る場合もあります。また、メッキ鋼もスポット溶接は可能です。ただし、溶接部のメッキの剥がれやスパッタが出やすいなど問題も多いので可能であるならば溶接後のメッキを推奨します。

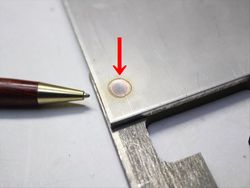
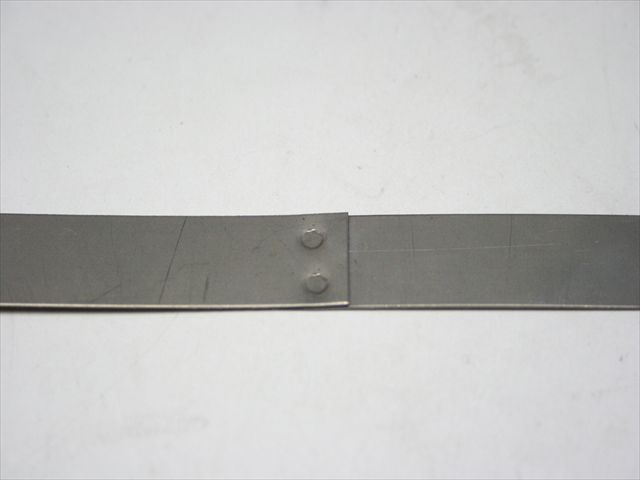
ステンレスは鉄系の材料より溶接後も粘りもあり、簡単に良好な溶接をすることが可能です。ただし、鉄材よりも溶接痕が出やすい材料でもあります。
また、鉄鋼材と同じように炭素量の多いSUS303やSUS430は溶接割れが起きやすくSUS304に比べ溶接強度も劣ります。
アルミ材もスポット溶接可能です。ただし、抵抗値が低いため、純アルミ(工業アルミ)である1000番系は溶接する事が出来ないほか2000番は溶接可能ですが、溶接部分に強度が出ないなど問題が多いです。スポット溶接に向いているアルミ材は5000番や6000番です。

銅系の材料は抵抗値が低いのでスポット溶接が出来ないように思われる事が多いようですが、スポット溶接可能な場合が多いです。銅材料の中でも純銅は非常に抵抗値が低いため難しくタフピッチ銅は加工不可ですが、無酸素銅は薄ければスポット溶接可能です。また、リン青銅や真鍮、洋白など多くの銅合金はスポット溶接可能です。

純チタン、チタン合金ともにスポット溶接する事が可能です。チタンは通常時ステンレスと同じように表面に不働態被膜を形成し酸化しにくいのですが、溶接などにより不働態被膜が無い状態で酸素に触れるとすぐに酸化してしまいます。ですが、スポット溶接では表面から熱を当てるのではなく、母材と母材の接触面で発熱させ、電極で抑え込み大気に触れないように溶接するため、良好な溶接をすることが可能です。
マグネシウムもスポット溶接可能です。アルミと電気抵抗や比重が似ており、アルミと近い溶接性を要しています。

ニッケル材もスポット溶接可能です。純ニッケルもニッケル合金もスポット溶接可能ですが、スポット溶接時に溶接電極に不純物が付きやすいため、こまめな電極管理が必要です。

クロームはスポット溶接することが出来ません。ですので同様にクロームメッキしている材料のスポット溶接も行うことは不可です。

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
