溶接における一番の課題要素は、「歪」といって過言ではないと思います。
他の溶接方法と同じく、スタッド溶接の場合も、母材が薄くなるほど溶接が困難となり、
ボルトを溶接することができても、歪によって製品として使用できないこともあります。
「こだま」では、スタッド溶接における母材の薄さの限界を追求し、
歪みにおける課題を軽減しています。
|
|
 |
 |
 |
 |
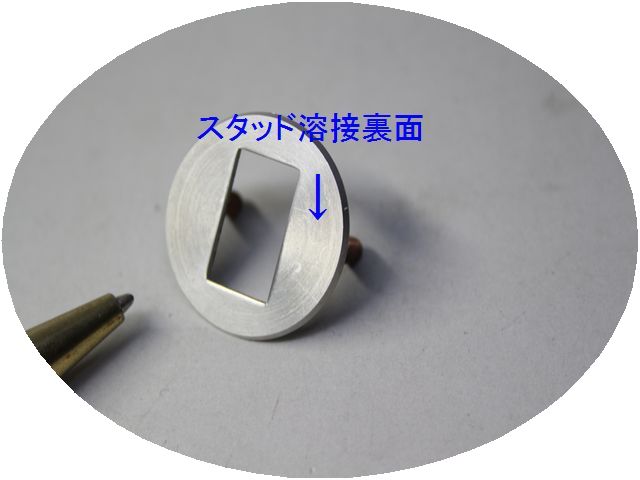 |
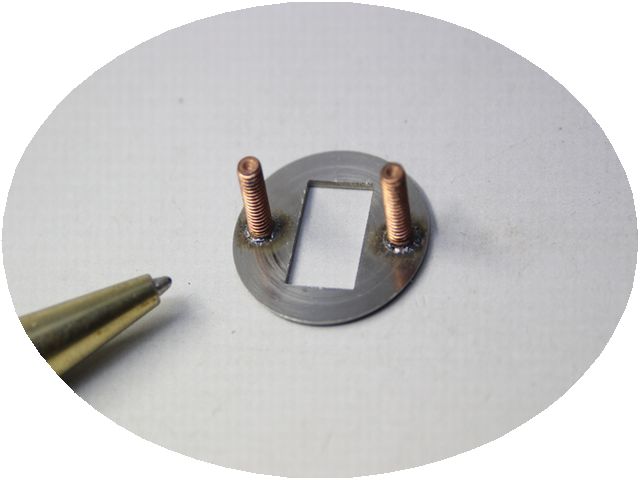
| ①アルミ スタッド溶接側 | ①アルミ スタッド溶接表面 | ③アルミ スタッド溶接側 | ③アルミ スタッド溶接表面 | ④ステンレス スタッド溶接 | ④ステンレススタッド溶接表面 |
スタッド溶接の事例集は、こちらから
◆スタッド溶接の、受託加工(部品支給)
◆部品製作から、スタッド溶接、表面処理までの一環製作
(表面処理は、対応できない場合もあります)
◆簡易治具電極・量産治具電極の製作(こだま社内用)
◆スタッド溶接から、抵抗溶接の移行で、溶接における課題解決
◆取り扱い材質:鉄系・アルミ系・ステンレス系・チタン・真鍮
加工実績:弱電・強電部品、建築金物、車両部品、プラント関連部品
※出張での加工は行っておりません。
曲げ加工後のスタッド溶接にも対応していますので、
ラフスケッチ、または図面を送付下さい。
お問い合わせフォームは、こちらから
|
|
担当:技術営業 |
ボルト(スタッド)やピンを溶接機の電極部分に挟んで、 電流を流して平板の間に火花を発生させ、ボルト(スタッド)・ピンと 平板が適度に溶けた状態で、圧力を加えて溶接する方法と、加圧してから、 電流を流して電気抵抗で生じる発熱で、瞬時に溶接する方法があります。 いずれも、特殊な方法以外は溶材を必要とせず、溶接時間も極めて短いのに対し 溶接強度も得られる合法的な溶接法です。 一般的には、建築分野や、自動車の板金修理などによく使われています。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。


