


![]()
| 材質 | 鉄、ステンレス、チタン |
|---|
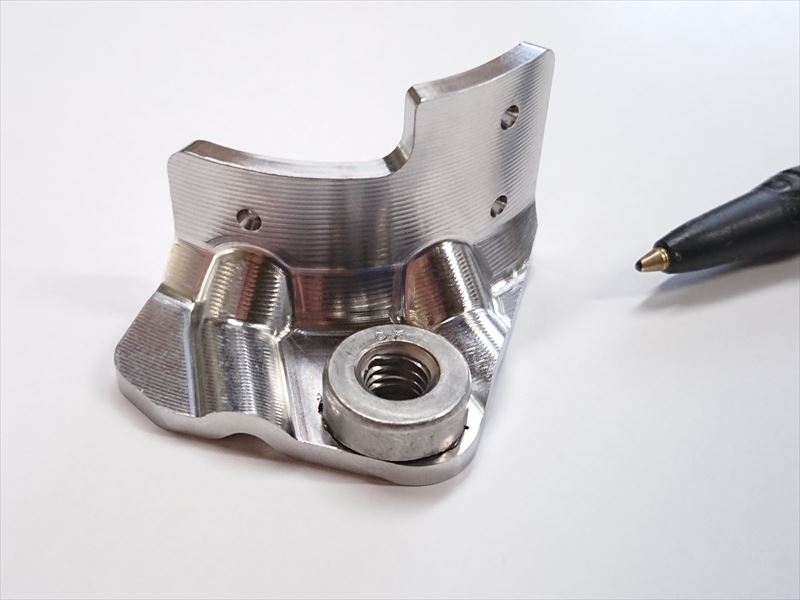
金属板へのナットの溶接には、主にスポット溶接(厳密にはプロジェクション溶接)で行われていますが、それには専用のナット(ウエルドナット)が必要になります。そのほかの溶接方法では、ティグ(アルゴン)溶接、アーク溶接がありますが、この場合は通常のナットを使用しますが、母材においてのナットの位置決めは治具が必要になります。
ここでは、水ポット溶接によるナット溶接の解説をします。
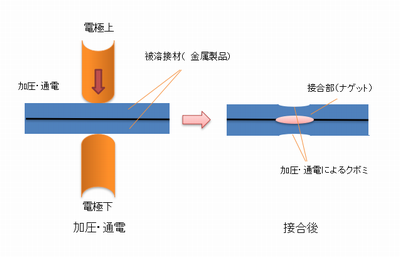
スポット溶接(抵抗スポット溶接)とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を
電極で加圧を行い、加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、
被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。
抵抗溶接の一種として、もっともポピュラーな工法で、自動車や家電等あらゆる分野で用いられています。
※加工・製作事例は、こちらから
その他溶接技術はこちらから
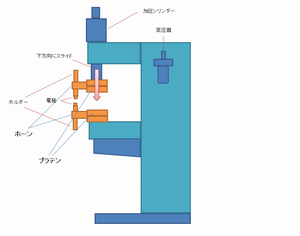 抵抗スポット溶接機の構造(エアー式) |
 |
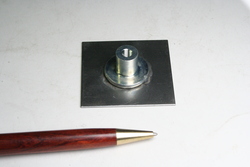
ウェルドナットとは抵抗溶接用のナットで、溶接面に突起が設けられており
その突起を利用し抵抗溶接を行う事で簡易にプロジェクション溶接を
行うことが出来るナットの事です。

4画ウエルドナット

6画ウエルドナット
ウェルドナットの溶接はプロジェクション溶接であり、母材表面への影響を抑えることが出来ます。
ウエルドナットの溶接を行うには専用の電極が必要ですが、「こだま」では、さまざまな母材形状にナットが溶接できるように、位置決め付き電極を揃えているほか、特殊治具電極の製作にも対応しています。
高張力鋼板やアルミ合金などの新素材における、溶接試作・試験(溶接条件出し含む)にも対応しています。
溶接試作・立上げ支援・試験品の分析詳細は、こちらから
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)各種治具・電極の製作
4)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
5)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
6)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
7)簡易金型技術、製作方法の選択で、コストパフォーマンスのご提供
約100個のリピート品、約2000個の限定製作対応
8)t0.005~の箔・微細加工技術
9)各種表面処理・熱処理加工

| ヤマト運輸 荷物サイズ対応参考表 | ||
| サイズ | 合計寸法 | 重さ |
| 60サイズ | 60cm以内 | 2kgまで |
| 80サイズ | 80cm以内 | 5kgまで |
| 100サイズ | 100cm以内 | 10kgまで |
| 120サイズ | 120cm以内 | 15kgまで |
| 140サイズ | 140cm以内 | 20kgまで |
| 160サイズ | 160cm以内 | 25kgまで |
| 180サイズ | 180cm以内 | 30kgまで |
| 200サイズ | 200cm以内 | 30kgまで |
上記表のサイズまでであれば、比較的安価で納品時の発送が可能です。
また、上記表のサイズよりも大きい場合でも対応可能ですので、御問合せください。
※関連する事例は現在ございません。
![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
