
![]()
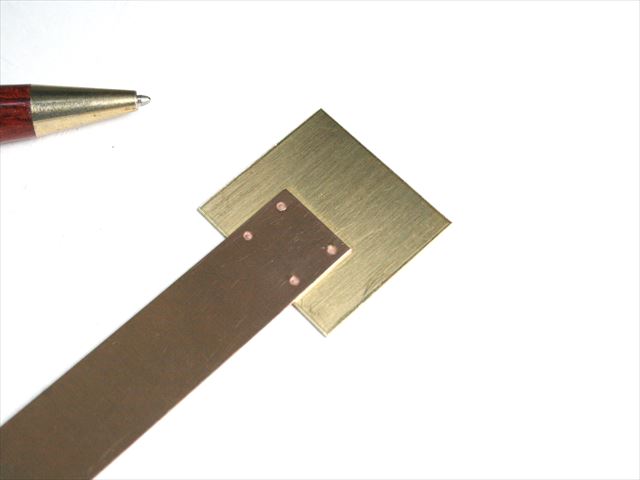
| 材質 | 銅板 t2.0 、 銅線φ10 |
|---|---|
| ご依頼数量 | 40個 |
※画像は加工しています。
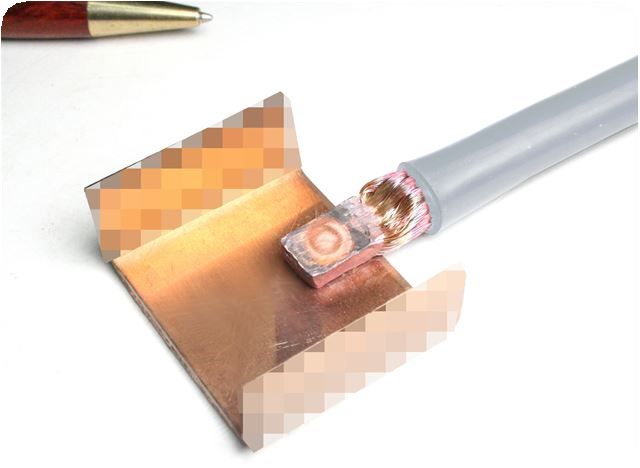
バスバーとリッツ線を抵抗ろう付けするために、撚り線状態のリッツ線先端を固めるためる方法として、
ヒュージング(熱カシメ)を行いました。
ヒュージングは電極成形と抵抗溶接の機械容量が要素となり、リッツ線の場合にはエナメル被覆を
溶かし、剥がしながらカシメることができる非常に合法的な工法です。
抵抗ろう付けとは、接合部を行いたい部品間にろう材をはさみ、
次に、抵抗溶接機の電極間に部品をはさんで電流を流し、部品材料の抵抗値を利用して
発生させたジュール熱で、ろう材を溶かし接合する加工方法です。
今回、バスバーと銅線の接合のためロウ付けを行いましたが、銅線の被覆があるため、炎を使用しての
ロウ付けが行えない状態でした。
一方、抵抗ロウ付けは、電極ではさみ込んだ局部的な発熱で、直接被覆を加熱しないため
被覆を溶かさずに接合することができます。
銅線の溶接についてお問合せについては下記2点がとくに重要となります。
・撚線径と線径(※下記図を参照ください)
・エナメル被膜がついているか
以上の2点は必ず内容に御記載ください。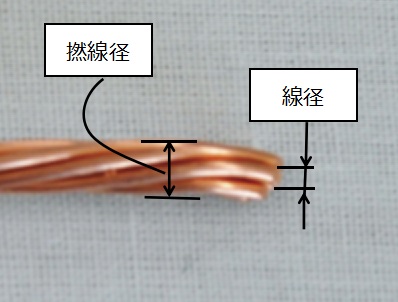
1)各種溶接加工
2)溶接試作・立上げ支援・試験品の分析
3)様々な材料、豊富な在庫と材料入手
SUS系、ニッケル系、リボン鋼、銅系、チタン系、インコネル系
4)精密板金部品の構想段階からのご相談
材質・形状・機能性など、構想段階から対応いたします。
5)金型レス製作で、精密板金部品製作1個から
標準化された独自の金型で、初期費用ゼロで小部品製作が可能
6)簡易金型技術における約100個のリピート品、約2000個の限定製作対応
7)t0.005~の箔・微細加工技術
8)各種表面処理・熱処理加工
9)秘密保持契約(有償)
※弊社では外部の方の立ち入りをお断りし、受注案件における守秘義務を遂行しております。
![]()


![]() お問い合わせは、下記フォームからどうぞ!
お問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
うまく送信できないときには、info@kodama-good.comへお願いします。
また、お急ぎの場合は電話・ファクシミリでもお問い合わせをお受けしております。
精密・薄板・微細溶接の事ならお気軽にご相談下さい!